Project Information: Loading capacity 220 tons + 25 tons, span 13 meters, hydraulic rotation.
Successfully delivered with technicians completing on-site installation and commissioning for the customer.

Project Information: Loading capacity 220 tons + 25 tons, span 13 meters, hydraulic rotation.
Successfully delivered with technicians completing on-site installation and commissioning for the customer.
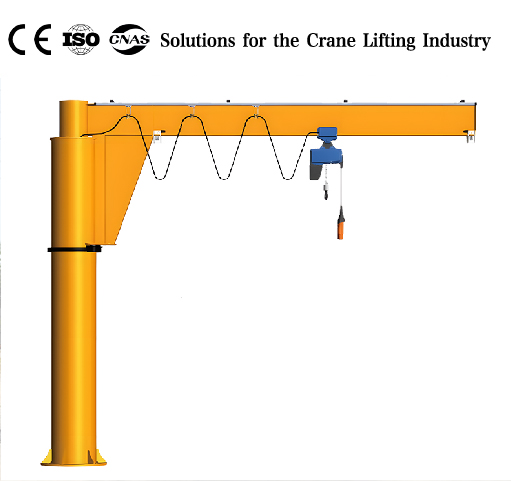
Column-mounted jib cranes are lightweight lifting and handling equipment used in conjunction with electric hoists, chain hoists, and hand hoists.


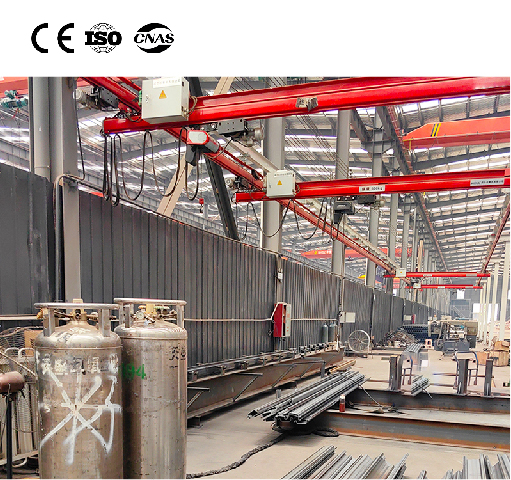
Cantilever cranes typically use I-beams or KBK rails for their structural beams. Large-tonnage cantilever cranes use box beams.
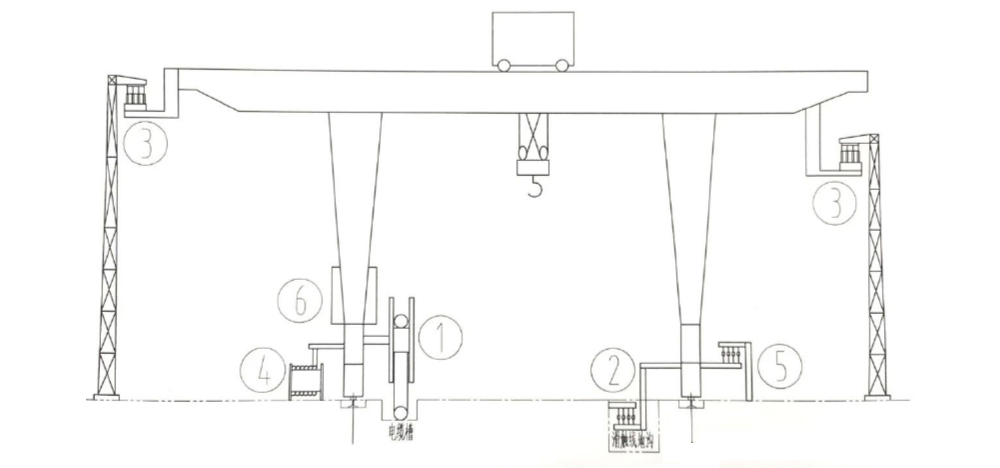
1. Structural beam selection generally depends on the customer’s desired trolley operation method. Manual trolleys typically use KBK structures, while electric trolleys typically use I-beams (I-beams are easier to install with electric trolleys).
2. Different structural beams require different power distribution methods. Generally, I-beams use C-rails, flat cables, and pulleys for power distribution. KBK rails are simpler to install and relatively inexpensive. A rail pulley and flat cable method is used for power distribution.
A column-type cantilever crane consists of a column assembly, slewing mechanism, jib assembly, and electric chain hoist. It primarily includes an upper column, lower column, main beam, main beam tie rods, a lifting mechanism (electric chain hoist), a slewing mechanism, an electrical system, a ladder, and a maintenance platform. The lower end of the column is fixed to the concrete foundation, and the jib pivots according to user needs. The slewing mechanism is available in manual or electric configurations. An electric chain hoist is mounted on the jib track and is used to lift heavy objects.






To ensure the safe operation of cranes, extend their service life, and enhance economic efficiency, proper maintenance of lifting equipment is essential during use. Maintenance refers to a series of tasks performed to keep or restore cranes to a state where they can perform their specified functions. Maintenance is categorized into scheduled maintenance (regular maintenance) and unscheduled maintenance (troubleshooting, repairs, shutdown repairs). Maintenance personnel must perform all necessary maintenance in accordance with the manufacturer’s operating manual and safety protocols to ensure the crane’s upkeep, safety, and normal operation.

Maintenance procedures should be established based on the manufacturer’s operating manual. In the absence of such documentation, procedures must be developed by a qualified individual.
The manufacturer’s instruction manual specifies recommended maintenance intervals, which must not be exceeded. The manual also identifies lubrication points attention, the time intervals or frequency for grease and oil changes, and the quality and grade of lubricants to be used.
Based on the results of daily inspections, routine inspections (weekly/monthly), periodic inspections (quarterly/annual), comprehensive inspections, special inspections, and other inspections (condition monitoring requirements, component retirement, accidents, repairs, post-earthquake), determine items requiring adjustment, repair, or necessary component replacement. Inspection methods include visual inspection, non-destructive testing, functional testing, no-load testing, load testing, static load testing, dynamic load testing, and stability testing.
Maintenance work is strictly prohibited outdoors during severe weather conditions such as high winds, thunderstorms, ice/snow storms, extreme cold, or dense fog. The following precautions must be taken before performing maintenance on cranes:
a) Move the crane to an area causing minimal interference with other cranes and operations.
b) If the crane is carrying a load, unload it.
c) All control devices must be in the off position.
d) Use tag/lockout procedures. Display a “Under Maintenance” sign, or lock the switches on controllers or control panels in the ‘OFF’ or “DISENGAGED” position. Only maintenance personnel may perform tagging or locking.
e) If the maintenance work poses a hazard, warning signs and barriers should be used on the ground beneath the crane.
f) For cranes undergoing maintenance, power should be disconnected or measures taken to prevent electric shock.
g) Before disassembling hydraulic components, pressure must be relieved.
h) Maintenance personnel shall wear appropriate personal protective equipment (PPE) such as safety shoes, hard hats, safety harnesses, or safety glasses. Adequate fall protection shall be provided where there is a risk of falling from heights during maintenance.
i) Maintenance areas shall be adequately illuminated.
g) Safe and reliable tools shall be used.
k) Appropriate protective measures shall be taken during welding operations.
l) Necessary fire prevention measures shall be implemented during maintenance.
After completing maintenance work and before resuming normal crane operation:
a) Reinstall protective devices;
b) Restore the functionality of safety devices and recalibrate them if necessary;
c) Remove replaced parts and scattered objects;
d) Clear away maintenance tools and equipment.
Perform the following repairs or replacements as required by routine inspections in the maintenance procedures, when operational needs dictate:
a) Components of crane mechanisms that are cracked, broken, corroded, bent, or excessively worn; Click to view scrap standards for critical crane components
b) Structural members of the crane that are cracked, bent, broken, or excessively worn;
c) Damaged or worn hooks; forged hooks shall not be repaired by welding or reshaping;
d) Electrical contacts that are dented or burnt shall be replaced;
e) Control device components shall be lubricated according to the methods recommended in the crane manual;
f) Functional, instructional, cautionary, and warning labels affixed to suspended control stations shall remain clearly legible.
g) Replacement parts shall meet at least the same technical specifications as those used by the original manufacturer.
h) If welding is used to repair load-bearing components, the repaired area shall undergo material identification and adhere to proper welding procedures.
All moving parts requiring lubrication on the crane shall be lubricated at regular intervals. The delivery of lubricant within the lubrication system shall be checked for unobstructed flow. The manufacturer’s recommendations shall be followed regarding lubrication points and intervals, maintenance of lubricant fluid levels, and the type of lubricant used. Unless equipped with automatic or remote lubrication devices, the machine shall be stationary and protective measures provided when applying lubricant.
A meeting was held by our team on Monday with the client team for the Zephyr project to review the status of the forthcoming Q3 launch campaign. The campaign, originally built as an omnichannel activation across CTV, paid social, and programmatic display, is now subject to substantial midstream revisions—following newly surfaced client directives. The feedback introduces a material shift in strategic framing under a compressed delivery window.
There will be a pivot as Zephyr deprioritizes the performance-tracking narrative in favor of a broader “everyday wellness and inclusivity” story, which will require an immediate reframe of our messaging, architecture, and associated visuals.
To address the revised scope, I’ve assigned immediate follow-up actions across the team. Visual art will lead conversations with post-production around stock content integration. Ad sales will recalibrate the media plan in light of the repositioned messaging and will coordinate with DSPs to avoid penalties related to insertion order delays. Copy desk is to be tasked with stripping all unsubstantiated medical claims from copy, implementing the new CTA, and managing a parallel review with legal.
We conduct a daily internal stand-up each morning through the end of the week to identify blockers. The next client check-in is scheduled for July 3rd. We preview asset revisions and confirm compliance milestones. Final go/no-go is slated for July 7th at 17:00 PDT. We are proceeding with all mitigations in parallel, and escalated any dependency delays as they surface.
A gantry crane is a type of bridge crane with a bridge supported on ground tracks by outriggers on both sides. It primarily consists of a main girder, outriggers, a trolley traveling mechanism, and a trolley (including its running mechanism and hoisting mechanism). The main girder is the key load-bearing structure. The trolley can move laterally on the main girder, lifting cargo via the hoisting mechanism. The trolley traveling mechanism enables the gantry crane to move longitudinally along the ground tracks. These three modes of movement allow it to operate within a large three-dimensional space. Container gantry cranes and electromagnetic gantry cranes may also have a slewing mechanism. All mechanisms of a gantry crane are powered by electricity or hydraulics and electrically controlled to ensure the equipment functions safely and reliably.

The power supply of gantry crane is generally three-phase four-wire system, industrial standard power supply is 380V, 50HZ. If the total power of the whole equipment exceeds 500KW, it is recommended to use 10KV high voltage power supply. The power supply form of gantry crane is mainly determined by five factors: working environment, operating distance and range, load requirements, trolley operating speed, cost factors, etc.
Outdoor or Indoor: When operating outdoors, consider weather factors such as rain, snow, wind, and sand. Conductor rail power supply and elevated power supply offer superior rainproof, dustproof, and corrosion-resistant properties, making them suitable for outdoor use. Cable reel power supply and trailing cable power supply are more appropriate for indoor environments.
Explosion-proof requirements: In locations with flammable or explosive gases, such as chemical warehouses, select power supply methods with strong explosion-proof capabilities, like explosion-proof cable reel systems.
Short-Distance Operation: For gantry cranes with limited travel distance and working range—such as those in small workshops—cable reel power supply or trailing cable power supply suffices, offering lower costs.
Long-Distance Operation: In large ports and cargo yards where gantry cranes traverse extended distances, overhead busbar power supply or elevated power supply systems are more suitable, ensuring stable power delivery over long distances.
Light-load equipment: Gantry cranes with light loads have low current and voltage requirements, and cable reel power supply and towline power supply methods can meet these requirements.
Heavy-load equipment: Gantry cranes used to lift large and heavy objects, such as those used for loading and unloading containers at ports, have heavy loads and require a power supply method capable of withstanding high current and voltage. Busbar power supply is a preferred option.
Fast gantry cranes require a power supply method that can quickly adapt to their movement. Busbar and overhead power supply are relatively suitable because they are less susceptible to cable drag and entanglement.
Slow gantry cranes: Slow gantry cranes can consider using a towline or cable drum power supply. Although towline power supply may cause cable wear, it can reduce the risk at slow speeds.
Initial Investment Costs: Cable reel power supply and trailing cable power supply systems have relatively low initial investment costs, while overhead busbar and elevated power supply systems may require higher initial investment, necessitating careful budget consideration.
Maintenance Costs: Trailing cable power supply systems may require frequent cable replacement due to constant friction, resulting in higher maintenance costs. Overhead busbar power supply systems are relatively simple to maintain, with costs primarily incurred through periodic inspections and cleaning.

In heavy-industry sectors where massive loads, long spans, and uncompromising stability are non-negotiable—such as steel mills, shipyards, and power plants—standard lifting equipment falls short. The Double Girder Overhead Crane emerges as the backbone of heavy-duty material handling, engineered to tackle loads from 20 to 500+ tonnes with spans up to 50 meters. This comprehensive guide breaks down its design, technical capabilities, industry applications, and how it solves critical lifting challenges in high-stakes environments.


A Double Girder Overhead Crane is a robust, heavy-duty lifting system designed for extreme load capacities and long spans, distinguished by its two parallel main girders (vs. one in single-girder models) that distribute weight evenly across the crane structure. It operates on elevated rails (runways) mounted to a facility’s columns or ceiling, with a movable trolley and hoist (wire rope hoist is standard for heavy loads) that handle vertical and horizontal load movement.

Double Girder Overhead Cranes outperform single-girder and gantry cranes in heavy-duty scenarios, making them irreplaceable in industries like steel and shipbuilding. Here are their standout benefits:
To select the right double girder crane, understanding key technical parameters is critical—these specs are tailored to heavy-duty industrial needs:
Specification | Standard Range | Notes |
Rated Load | 20–500 tonnes | Custom up to 1,000 tonnes (ultra-heavy) |
Working Class (ISO 4301) | A6–A8 (heavy-to-extra-heavy) | A6: 3,600–10,000 hrs/year; A8: >20,000 hrs/year (for continuous operation) |
Safety Factor | 12:1 (girders) / 10:1 (hoist) | Exceeds single-girder standards (10:1) for added safety |
Double Girder Overhead Cranes are the backbone of heavy industries where standard lifting equipment can’t handle the load or span. Here are their most critical uses:
To understand why double girder cranes are preferred for heavy-duty tasks, here’s how they stack up against alternatives:
Feature | Double Girder Overhead Crane | Single Girder Overhead Crane | Gantry Crane (Double Girder) |
Load Capacity | 20–500+ tonnes | 1–20 tonnes | 20–300 tonnes |
Span Range | 30–60 meters | 6–30 meters | 10–40 meters |
Floor Space Impact | No supports (maximizes space) | Supports needed for spans >30m | Requires rail tracks on ground |
Customization | High (heat, 防爆,dual hoists) | Moderate (light add-ons) | Moderate (outdoor focus) |
Installation Complexity | High (needs reinforced ceiling) | Low (light supports) | High (ground rails) |
Cost (Initial) | High (heavy-duty materials) | Low (lightweight) | High (ground rails + structure) |
Best For | Heavy loads, large spans | Light-to-medium loads | Outdoor heavy loads (no ceiling) |
This comparison highlights that double girder overhead cranes are the only choice for indoor heavy-duty tasks requiring large spans and ultra-high load capacity.
Selecting a double girder crane requires precise alignment with your heavy-duty needs. Follow these steps to avoid costly mistakes:
Prioritize suppliers with:
Heavy-duty cranes require rigorous maintenance to ensure safety and longevity. Follow these guidelines (aligned with ISO 4301 and manufacturer recommendations):
As heavy industries adopt smart manufacturing and sustainability goals, double girder cranes are evolving to meet new demands:
The Double Girder Overhead Crane is more than just lifting equipment—it’s a strategic asset for industries that move the world’s heaviest, most critical components. From steel mills producing construction materials to nuclear plants generating clean energy, these cranes deliver the strength, stability, and reliability needed to keep heavy industry running safely and efficiently.
By following the 选型指南 (selection guide), maintenance best practices, and embracing future trends like IoT and automation, you’ll maximize your crane’s lifespan, minimize downtime, and ensure compliance with strict industry standards.
Ready to invest in a Double Girder Overhead Crane? Consult a heavy-duty crane specialist today to design a customized solution that meets your load requirements, facility constraints, and long-term operational goals.
In industries where flammable gases, vapors, or dusts are present—such as chemical plants, oil refineries, and pharmaceutical powder facilities—standard lifting equipment poses catastrophic risks. The LB Explosion-Proof Single Girder Overhead Traveling Crane (often abbreviated as LB explosion-proof overhead crane) is engineered to eliminate ignition hazards, combining the space-saving design of single-girder cranes with strict explosion-proof standards. This comprehensive guide breaks down its design, safety features, technical specs, and how it solves critical lifting challenges in hazardous environments.

The LB Explosion-Proof Single Girder Overhead Traveling Crane is a specialized material handling system designed for hazardous areas where explosive atmospheres may form. The “LB” designation typically refers to its single-girder structure (light to medium load capacity) paired with explosion-proof components, distinguishing it from heavier double-girder explosion-proof cranes (e.g., LH series).

Unlike standard overhead cranes, every electrical and mechanical component of the LB model is modified to prevent sparks, arcs, or high temperatures that could ignite flammable substances. It complies with global explosion-proof standards, including ATEX (EU), IECEx (international), NEC (North America), and GB 3836 (China), ensuring legal compliance and operational safety in high-risk facilities.
The safety of LB explosion-proof cranes relies on two core design strategies, paired with mandatory certifications:
LB explosion-proof cranes must meet region-specific standards to be legally used:
A valid certification mark (e.g., ATEX Ex d IIB T4) is non-negotiable—without it, the crane is illegal and unsafe in hazardous areas.
LB models outperform standard cranes and even double-girder explosion-proof cranes in specific scenarios, making them the top choice for light-to-medium hazardous lifting tasks:
To select the right LB model, understanding key technical parameters is critical—these specs are tailored to hazardous environment needs:
Specification | Standard Range | Notes |
Crane Span | 6–30 meters | Custom spans up to 35 meters available |
Lifting Height | 6–20 meters | Extendable to 30 meters for tall facilities |
Lifting Speed | 0.5–10 m/min | Variable speed for precision handling |
Crane Travel Speed | 10–30 m/min | Reduced speed options for delicate loads |
Trolley Travel Speed | 5–15 m/min | Explosion-proof motor for smooth movement |
LB cranes are indispensable in industries where even a single spark could cause explosions or fires. Here are their most critical uses:
To understand why LB cranes are preferred for light-to-medium loads, here’s how they compare to alternatives:
Feature | LB Explosion-Proof Single Girder Crane | Double-Girder Explosion-Proof Crane | Explosion-Proof Jib Crane |
Load Capacity | 1–20 tonnes | 20–100 tonnes | 0.5–5 tonnes |
Span Range | 6–30 meters | 10–40 meters | 3–10 meters |
Headroom Requirement | Low (ideal for tight spaces) | High (needs tall facilities) | Very low (small radius) |
Cost | Mid-range (affordable for SMEs) | High (for heavy loads) | Low (small-scale tasks) |
Best For | Light-to-medium loads, limited space | Heavy loads (e.g., oil tanks) | Localized lifting (e.g., workstations) |
Installation Complexity | Simple (no heavy structural support) | Complex (needs reinforced ceilings) | Very simple |
This comparison shows LB cranes strike the optimal balance of load capacity, space efficiency, and cost for most hazardous environment lifting tasks.
Selecting an LB crane requires precise alignment with your hazardous environment and operational needs. Follow these steps:
Prioritize suppliers with:
Explosion-proof equipment requires specialized maintenance—incorrect care can invalidate certifications and create risks. Follow these guidelines:
As hazardous industries adopt smarter, safer practices, LB cranes are evolving to meet new demands:
The LB Explosion-Proof Single Girder Overhead Traveling Crane is more than just lifting equipment—it’s a life-saving investment for industries where safety is non-negotiable. By combining the space efficiency of single-girder cranes with strict standards, it solves the critical challenge of lifting in explosive environments without compromising productivity.
Whether you’re operating a chemical plant, oil depot, or pharmaceutical facility, an LB crane ensures compliance with global safety norms, protects your workforce, and prevents catastrophic accidents. To select the right model, prioritize certifications, align specs with your hazard zone, and partner with a manufacturer experienced in equipment.
Ready to upgrade your hazardous environment lifting? Consult a certified LB crane specialist today to design a solution tailored to your facility’s risks, load needs, and budget.




In industrial material handling, safety, compliance, and reliability are non-negotiable—especially in regions governed by strict European regulations. The European Standard Electric Hoist (often referred to as EN-standard electric hoist) stands out as a benchmark for lifting equipment, engineered to meet rigorous EU safety and performance norms. This comprehensive guide unpacks everything you need to know about European Standard Electric Hoists, from their core certifications and technical features to real-world applications and selection strategies.


A European Standard Electric Hoist is a powered lifting device designed and manufactured to comply with mandatory European Union (EU) standards and directives, ensuring safe, efficient operation in industrial, commercial, and logistics environments. Unlike generic electric hoists, these systems undergo rigorous testing to meet pan-European norms, with certifications that validate their safety, durability, and environmental compatibility.
The performance and safety of European Standard Electric Hoists are governed by key regulations, including:
A valid CE mark is the minimum requirement for European Standard Electric Hoists, indicating compliance with all relevant EU directives. Additional certifications—such as ISO 9001 (quality management) or ISO 14001 (environmental management)—further validate manufacturer credibility.
European Standard Electric Hoists outperform non-compliant alternatives in safety, durability, and operational efficiency. Here are their standout benefits:
Safety is the cornerstone of European standards. These hoists include built-in safeguards to mitigate common lifting risks:
European standards enforce strict material and manufacturing requirements, resulting in hoists built to withstand heavy use:
European Standard Electric Hoists prioritize both performance and sustainability:
For businesses operating across the EU, these hoists eliminate compliance headaches:
To select the right hoist for your needs, understanding key technical parameters is essential. Below are the most critical specifications:
European Standard Electric Hoists are versatile, fitting diverse industries where safety and compliance are critical. Here are their most common uses:
EU-based automotive plants (e.g., Volkswagen, BMW) rely on these hoists to lift heavy components like engines, transmissions, and chassis. The precise speed control ensures accurate alignment during assembly, while CE compliance simplifies cross-border production (e.g., parts shipped from Germany to Spain).
Pharmaceutical facilities require hoists that meet strict hygiene and safety standards (EN 13157 + GMP guidelines). Stainless steel European Standard Electric Hoists are used to move vials, bioreactors, and sterile equipment, with easy-to-clean surfaces that prevent contamination.
In EU warehouses (e.g., Amazon FBA centers, DHL hubs), electric chain hoists (1–5 tonnes) handle palletized goods, integrating with conveyor systems for automated order fulfillment. Their energy efficiency reduces operational costs, while overload protection prevents damage to inventory.
Steel mills, shipyards, and construction sites use heavy-duty electric wire rope hoists (10–100 tonnes) to lift steel beams, ship components, and concrete structures. ATEX-compliant variants are common in chemical plants or oil refineries, where explosive risks exist.
Food manufacturers (e.g., Nestlé, Danone) use stainless steel European Standard Electric Hoists to lift mixing bowls, packaging machinery, and frozen goods. These hoists comply with EU food safety regulations (EC 1935/2004), ensuring no risk of contamination from rust or lubricants.
To understand why European standards matter, here’s how they stack up against non-compliant hoists (e.g., generic Asian or uncertified models):
Feature | European Standard Electric Hoist | Non-European Standard Electric Hoist |
Safety Compliance | EN 13157, Machinery Directive, CE-marked | No mandatory global standards; may lack basic safeguards |
Braking System | Dual brakes (primary + emergency) | Single brake (high failure risk) |
Load Capacity Reliability | 10:1 design factor (tested) | Unverified design factors (risk of overloading) |
Durability | High-grade steel/components (10–15 year lifespan) | Low-quality materials (3–5 year lifespan) |
Energy Efficiency | EU ecodesign compliant (15–30% energy savings) | No efficiency standards (higher power costs) |
EU Legality | Fully compliant (usable across EU/EEA) | May be banned or require costly modifications |
Maintenance Costs | Low (sealed components, minimal wear) | High (frequent part replacements) |
Selecting a European Standard Electric Hoist requires aligning technical specs with your operational needs. Follow these steps:
Prioritize EU-based or EU-certified manufacturers (e.g., Demag, Konecranes, STAHL CraneSystems) with:
To maximize lifespan and ensure safe operation, follow these guidelines (aligned with EN 13157 and EU safety norms):
As the EU pushes for smarter, greener industrial practices, European Standard Electric Hoists are evolving to meet new demands:
European Standard Electric Hoists are more than just lifting equipment—they’re a compliance and safety investment for businesses operating in the EU/EEA. By meeting strict EN standards and EU directives, these hoists reduce accident risks, lower operational costs (via energy efficiency and durability), and eliminate legal barriers to cross-border operations.
Whether you’re lifting delicate medical equipment or heavy steel beams, a European Standard Electric Hoist delivers the reliability, safety, and compliance that generic hoists can’t match. To get started, consult a certified manufacturer to design a solution tailored to your facility’s needs—and ensure your lifting operations meet the gold standard of EU safety.
(注:文档部分内容可能由 AI 生成)

In today’s dynamic industrial landscape, material handling needs are no longer one-size-fits-all. Factories, workshops, and warehouses often require lifting solutions that can navigate tight spaces, adapt to changing layouts, and handle light-to-medium loads with precision. Enter the KBK Flexible Crane — a modular, adaptable lifting system designed to meet these evolving demands. This comprehensive guide breaks down everything you need to know about KBK Flexible Cranes, from their design and advantages to real-world applications and maintenance best practices.

A KBK Flexible Crane (also known as a KBK Flexible Monorail or KBK Flexible Suspension Crane) is a lightweight, modular material handling system engineered for adaptability and precision in light-to-medium-duty operations. The term “KBK” (derived from the German “Kombiniert Kran,” meaning “combined crane”) reflects its modular DNA — components can be easily configured, reconfigured, or extended to match unique facility layouts.
Unlike KBK Rigid Cranes (which use fixed, inflexible rails for heavy loads), KBK Flexible Cranes feature bendable, low-weight rails that can follow curved paths, navigate around obstacles (e.g., machinery, columns), and fit into compact spaces. This flexibility makes them ideal for environments where traditional cranes (like bridge cranes) would be too bulky or rigid.
KBK Flexible Cranes stand out for their ability to solve common material handling pain points — especially in space-constrained or dynamic environments. Here are their top benefits:
The biggest advantage of KBK Flexible Cranes is their ability to adapt to complex facility layouts. Their bendable rails can:
KBK Flexible Cranes weigh significantly less than rigid cranes or traditional bridge cranes. This means:
Thanks to their modular design and lightweight components, KBK Flexible Cranes can be installed in days (not weeks). Standardized bolt-on connections eliminate the need for welding or custom fabrication, reducing production downtime during setup or upgrades. For businesses with tight schedules, this is a critical cost-saving benefit.
KBK Flexible Cranes are optimized for loads between 125 kg and 2,000 kg — the sweet spot for most manufacturing, assembly, and warehousing tasks. Unlike heavy-duty rigid cranes (which are overkill for light loads), they offer:
Despite their flexibility, these cranes deliver exceptional precision. The smooth trolley movement and low-friction rails allow operators to position loads with millimetric accuracy — critical for tasks like:
KBK Flexible Cranes are designed with safety in mind, featuring:
To ensure you select the right system for your needs, here are the key technical details to consider:
The adaptability of KBK Flexible Cranes makes them suitable for a wide range of industries and tasks. Here are their most common uses:
Electronics factories (e.g., smartphone, laptop, or medical device production) rely on KBK Flexible Cranes to handle delicate components. The precise positioning and lightweight design prevent damage to sensitive parts, while the flexible rails navigate around workstations and conveyor belts.
Machine shops, tool and die facilities, and custom fabrication shops often have limited space and changing workflows. KBK Flexible Cranes fit into tight areas, and their modular design allows quick reconfiguration when new machines or projects are added.
In automotive plants, KBK Flexible Cranes are used to move small sub-assemblies (e.g., door panels, wiring harnesses) to the main assembly line. The curved rails can follow the shape of the production floor, avoiding large machinery like robotic arms.
For warehouses with narrow aisles or mezzanines, KBK Flexible Cranes optimize vertical space. They’re used to lift small pallets, bins, or packages between levels, reducing the need for forklifts (which can’t navigate tight spaces).
These industries require clean, hygienic material handling. KBK Flexible Cranes can be equipped with stainless steel components and food-grade lubricants, making them suitable for:
Museums and galleries use KBK Flexible Cranes to hang heavy artworks, sculptures, or exhibits. The precise control and flexible rails allow installers to position pieces in awkward spaces (e.g., curved walls or high ceilings) without damaging the building.
To understand why KBK Flexible Cranes are the right choice for many applications, let’s compare them to common alternatives:
Feature | KBK Flexible Crane | KBK Rigid Crane | Traditional Bridge Crane | Manual Hoists (Chain Blocks) |
Load Capacity | 125–2,000 kg | 125–3,200 kg | 5,000–50,000 kg | 50–2,000 kg |
Layout Flexibility | Excellent (curved paths) | Good (fixed straight) | Poor (fixed span) | Limited (manual movement) |
Installation Time | Days | Weeks | Months | Hours (but manual operation) |
Structural Requirements | Minimal | Moderate | Heavy-duty | None (but labor-intensive) |
Precision | High | Very High | Moderate | Low |
Maintenance Cost | Low | Moderate | High | Low (but high labor cost) |
Best For | Light loads, tight spaces | Heavy loads, straight paths | Very heavy loads, large spans | Small loads, infrequent use |
Follow these steps to select a system that matches your operational needs:
Look for suppliers with:
To keep your KBK Flexible Crane running smoothly and safely, follow these guidelines:
As industries shift toward smart manufacturing and flexible workflows, KBK Flexible Cranes are evolving to meet new demands:
KBK Flexible Cranes are more than just lifting equipment — they’re a strategic tool for businesses that need adaptability, precision, and cost-efficiency. Whether you’re running a small electronics workshop, a mid-sized warehouse, or a pharmaceutical cleanroom, these systems can be tailored to your unique needs.
By choosing a KBK Flexible Crane, you’ll benefit from:
Ready to upgrade your material handling? Consult a KBK specialist today to design a flexible crane system that fits your facility, budget, and future goals.

In the realm of industrial material handling, precision, durability, and adaptability are paramount. The KBK rigid crane stands out as a game-changing solution for heavy-duty applications where stability and precision matter most. This comprehensive guide explores the engineering excellence behind KBK rigid crane systems, their key advantages over conventional lifting equipment, technical specifications, and real-world applications across diverse industries.

A KBK rigid crane is a robust, modular material handling system designed for heavy-duty lifting operations requiring enhanced stability and precision. The term “KBK” derives from the German “Kombiniert Kran,” meaning “combined crane,” reflecting its modular design philosophy that allows for versatile configurations. Unlike flexible suspension monorails, KBK rigid cranes feature fixed rail connections that eliminate deflection, making them ideal for handling heavier loads with superior accuracy.
At its core, a KBK rigid crane system consists of:
These components work together to create a lifting system that excels in applications where minimal deflection and high repeatability are critical. The rigid design ensures that even under maximum load, the crane maintains precise positioning capabilities essential for complex manufacturing processes.
KBK rigid cranes offer numerous performance and operational benefits that make them stand out in industrial material handling:
The defining feature of KBK rigid cranes is their rigid rail connection system, which minimizes deflection during operation. This engineering advantage enables precise load positioning down to millimeters, crucial for assembly processes in automotive and aerospace manufacturing where component alignment is critical. Unlike flexible systems that may sway or vibrate under load, rigid cranes maintain consistent stability even during rapid movements.
KBK rigid cranes utilize high-strength cold-rolled steel profiles that deliver exceptional load-bearing capacity without excessive weight. This unique combination allows for load capacities up to 2,000 kg as standard, with specialized configurations handling up to 3,200 kg – significantly more than many flexible monorail systems. The lightweight yet durable construction reduces stress on supporting structures while maintaining operational integrity.
Thanks to their rigid design, these cranes can achieve longer spans between support points compared to suspension monorails. Konecranes’ KBK steel systems, for example, offer extended suspension distances and longer travel spans, making them suitable for large facility layouts without requiring excessive support structures. This capability maximizes usable floor space while providing comprehensive coverage.
Despite their fixed rail connections, KBK rigid cranes retain impressive modular flexibility. Standardized components allow for easy configuration, modification, and future expansion as operational needs evolve. This adaptability ensures that the system can grow with your business, whether you need to extend runways, add lifting points, or reconfigure workflows – all without compromising structural integrity.
The enclosed steel profiles of KBK rigid cranes provide superior protection against dust, dirt, and debris, significantly reducing wear on moving parts. This design feature translates to longer service life, lower maintenance costs, and reduced downtime – critical factors for maintaining productivity in heavy-duty operations. Many systems are rated for corrosion resistance up to category C2-M according to DIN EN ISO 12944, ensuring durability even in challenging environments.
Like all KBK systems, rigid cranes benefit from standardized bolt-on connections that simplify installation compared to traditional heavy-duty cranes. What might take weeks to install with conventional bridge cranes can often be completed in days with KBK rigid systems, minimizing production disruptions during setup or modifications.
KBK rigid cranes are engineered to deliver consistent performance under demanding conditions. Here are the key technical aspects that define these systems:
KBK rigid crane systems offer versatile load handling capabilities:
The double-girder variants provide enhanced stability for longer spans and heavier loads, making them suitable for large-scale manufacturing and warehousing operations.
The versatility and robustness of KBK rigid cranes make them indispensable across various heavy-duty industries:
In automotive plants, KBK rigid cranes excel at moving heavy components such as engines, transmissions, and chassis parts along assembly lines. Their precision positioning capabilities ensure accurate component mating, while their high load capacity handles the weight of automotive subassemblies with ease. The rigid design minimizes vibration that could affect sensitive assembly processes.
The aerospace industry demands exceptional precision and reliability for handling large, delicate components. KBK rigid cranes provide the stability required for maneuvering aircraft sections, engines, and sensitive avionics, ensuring safe transport without compromising component integrity. Their clean design can be adapted to meet the stringent requirements of aerospace manufacturing environments.
Manufacturers of industrial equipment rely on KBK rigid cranes to move large machine components during production and assembly. These cranes efficiently handle heavy castings, motors, and subassemblies, streamlining production workflows and reducing manual handling risks. The extended span capabilities allow coverage of large manufacturing areas without obstructing floor space.
In high-density storage facilities, KBK rigid cranes optimize vertical space utilization while providing reliable heavy-load handling. They integrate seamlessly with warehouse management systems for semi-automated or fully automated operation, improving throughput and inventory management efficiency. The modular design allows customization to specific storage layouts and load requirements.
Metalworking environments benefit from the robust construction of KBK rigid cranes, which withstand the harsh conditions of fabrication shops. These cranes efficiently move raw materials, work-in-progress, and finished metal products, supporting processes from cutting and welding to finishing and inspection. Their precision movement helps reduce material waste by ensuring accurate positioning during manufacturing steps.
Beyond traditional industrial uses, KBK rigid cranes find applications in:
The advantages of KBK rigid cranes become clear when compared to conventional material handling equipment:
Feature | KBK Rigid Crane | Traditional Bridge Crane | Flexible Monorail |
Load Capacity | Up to 3,200 kg | Higher (but overkill for many applications) | Up to 3,200 kg but with deflection |
Precision | High (minimal deflection) | Moderate (greater sway) | Lower (flexible track) |
Installation Time | Days to weeks | Weeks to months | Days to weeks |
Floor Space | Maximizes space (overhead mounting) | Requires support columns | Good, but limited by flexibility |
Modularity | High (easily reconfigured) | Low (fixed installation) | High but with performance trade-offs |
Maintenance | Low (enclosed components) | High (exposed moving parts) | Moderate |
Cost Efficiency | Excellent (lower installation and maintenance) | Higher initial and ongoing costs | Good for light loads only |
Span Capability | Excellent for medium spans | Excellent for very long spans | Limited by flexibility |
This comparison highlights why KBK rigid cranes represent an optimal balance of performance, flexibility, and cost-effectiveness for many industrial applications.
Choosing the appropriate KBK rigid crane involves evaluating several critical factors to ensure optimal performance:
Assess your maximum load weight, including any potential future increases. Consider not just the weight but also the load’s dimensions and center of gravity, as these affect stability and trolley selection. Choose a system with an appropriate safety margin above your regular operating loads.
KBK rigid cranes offer flexibility in navigation around existing machinery, with options like turntables and switches for direction changes.
Ensure the system meets industry-specific safety standards beyond the basic EC machinery directives and ISO certifications. This is particularly important for regulated industries like aerospace, pharmaceuticals, and food processing.
Working with experienced KBK system integrators is crucial to designing a solution that precisely matches your operational needs while ensuring compliance with all safety regulations.
Proper maintenance ensures the longevity and safe operation of KBK rigid crane systems:
Establishing a comprehensive maintenance program not only extends the life of your KBK rigid crane but also creates a safer working environment for your operators.
As manufacturing evolves toward smarter, more connected operations, KBK rigid cranes are adapting to meet new demands. Modern systems can integrate with industrial IoT platforms for predictive maintenance, performance monitoring, and seamless coordination with other automated equipment.
The modular design philosophy of KBK systems positions them perfectly for the flexible factories of the future, where production lines must quickly reconfigure to accommodate changing product requirements. Whether integrated with collaborative robots, automated guided vehicles, or advanced warehouse management systems, KBK rigid cranes provide the stable, precise lifting foundation upon which smart manufacturing ecosystems are built.
KBK cranes represent a strategic investment in material handling efficiency, precision, and flexibility. Their unique combination of heavy-duty performance, modular adaptability, and cost-effectiveness makes them an ideal solution for modern industrial operations facing evolving material handling challenges.
By choosing a KBK rigid crane system, you’re not just acquiring lifting equipment – you’re implementing a scalable material handling solution that can grow and adapt with your business. From automotive assembly lines to aerospace manufacturing facilities, these systems deliver consistent performance, reduced downtime, and enhanced workplace safety that directly contribute to your bottom line.
When selecting a KBK rigid crane provider, look for established manufacturers with global support networks to ensure access to expertise, genuine components, and comprehensive service. With proper selection, installation, and maintenance, a KBK rigid crane system will serve as a reliable workhorse in your material handling operations for years to come.





















10,000 each).





25,000, vs.
45,000 for a double girder alternative.
5,000).
1,500) for improved operator safety and flexibility.
3,000) to boost capacity without replacing the entire crane.
500,000+ (200-ton, 35-meter span). Avoid budget models—they often have higher maintenance costs.
80,000 per crane.



25,000), while a 120-ton model requires a 220kW motor and reinforced cables (adding
50,000 to the budget).
120,000 in steel structure, while a 45-meter span (for large container ships like Panamax) increases steel costs by 40%-60%.
80,000, while an intelligent system with IoT monitoring (for predictive maintenance) adds
40,000.
30,000.
60,000 for standard quays, and
100,000 for remote or narrow terminals.
35,000. Operator training (for 5-10 staff) adds
8,000 to ensure safe use of the crane’s control systems.
550,000 (steel: 35%, motors: 25%, electronics: 20%)
70,000 (transport + insurance)
80,000 (installation + training)
700,000



Frequency | Tasks for Bilateral Overhang Cranes |
Weekly | 1. Clean rails on both overhang beams (use Yangyu’s rail brush).2. Inspect hoist cable for fraying (replace if 8+ broken wires/meter).3. Test both overhang limit switches and emergency stop. |
Monthly | 1. Lubricate trolley bearings on both overhangs with Yangyu YG-3 lithium grease.2. Tighten bolts at main girder-overhang junctions (torque to 450 N·m).3. Calibrate overload protection for both overhangs. |
Annually | 1. Hire Yangyu-certified technicians to inspect welds on both overhang beams.2. Replace overhang rails if wear exceeds 2mm (use Yangyu OEM parts only).3. Update remote control firmware and test symmetric mode. |

450—25% less than Yangonyu’s double-sided overhang crane.
Frequency | Tasks for Yangonyu Cranes |
Weekly | 1. Inspect overhang beam rail for debris (clean with Yangonyu’s rail brush).2. Check hoist cable for fraying (replace if 10+ broken wires per meter).3. Test overhang limit switch (manually trigger it to ensure hoist stops). |
Monthly | 1. Lubricate overhang trolley bearings with Yangonyu’s recommended lithium grease (model YG-2).2. Tighten bolts at main girder-overhang connection (torque to 400 N·m).3. Calibrate overload protection (use Yangonyu’s test weights). |
Annually | 1. Hire Yangonyu-certified technician to inspect overhang welds for cracks.2. Replace overhang rail if wear exceeds 2mm (Yangonyu OEM rails only).3. Update remote control firmware (Yangonyu provides free updates). |
Maintenance costs are also lower: with no overhanging components, there are fewer parts prone to wear (e.g., no extra trolley wheels for overhangs). Annual maintenance typically costs
Frequency | Tasks to Perform |
Weekly | – Inspect hoist cables for fraying or kinks.- Check trolley wheels for wear.- Test emergency stop button and limit switches. |
Monthly | – Lubricate girder rails and trolley bearings with lithium grease.- Tighten loose bolts on end carriages.- Check hoist brake performance (adjust if load slips). |
Annually | – Hire a certified technician to inspect girder welds for cracks.- Replace worn parts (e.g., cables, wheels, or hoist motors).- Recalibrate overload protection systems. |


Compared to overhead cranes (which can cost
3,000 to $8,000, depending on features. Additionally:
500/year).










In the global logistics and container handling industry, efficiency, reliability, and technological innovation are paramount. The Yangyu Rail-Mounted Container Gantry Crane (RMG) stands as a critical piece of equipment that plays a pivotal role in modern port operations, intermodal terminals, and large-scale container storage facilities. As international trade continues to expand, the importance of advanced container handling solutions like Yangyu’s RMG systems becomes increasingly evident.

These massive but precision-engineered machines are not just about moving containers—they’re about optimizing supply chains, reducing operational costs, enhancing safety, and minimizing environmental impact. This article explores the multifaceted role of Yangyu Rail-Mounted Container Gantry Cranes in today’s logistics infrastructure and why they represent such a crucial investment for port operators and terminal managers worldwide.
A Rail-Mounted Gantry (RMG) Crane is a type of overhead lifting system specifically designed for container handling operations. Unlike their rubber-tired counterparts (RTGs), RMGs run on fixed tracks, which provides several operational advantages including greater stability, higher precision, and reduced energy consumption.
The Yangyu RMG typically consists of:
Main Girder/Beam: The primary horizontal structure that spans the container stacking area
Leg Supports: Vertical structures that support the main girder and contain the lifting mechanism
Lifting Trolley: The mechanism that travels along the main girder, housing the hoisting unit
Container Spreader: Specialized attachment for handling standard container sizes
Control Systems: Advanced computerized systems for operation and automation
Safety Mechanisms: Multiple integrated safety systems to protect personnel and equipment
Yangyu RMG cranes significantly improve container handling efficiency in port terminals and intermodal facilities. With capabilities to achieve comprehensive efficiency rates of up to 250 moves per hour under optimal conditions, these systems enable ports to handle increasing container volumes without proportional increases in manpower or footprint1.
The precision positioning systems and automated operation capabilities of Yangyu RMGs allow for:
Faster vessel turnaround times
Reduced container dwell time
Optimized container stacking patterns
Seamless integration with other terminal equipment
One of the most significant advantages of Yangyu RMG cranes is their ability to maximize storage density within container yards. RMGs can typically span 16 rows of containers or more, compared to the 6-8 rows typically handled by rubber-tired gantry cranes (RTGs)6. This enhanced span capability allows terminal operators to:
Store more containers within the same footprint
Implement higher stacking configurations (typically 4-5 containers high)
Reduce the overall land requirement for container storage
Improve container organization and accessibility
Yangyu RMG cranes are at the forefront of terminal automation technology. With advanced automation subsystems, these cranes can operate with minimal human intervention, leading to a significantly improved human-to-machine ratio (potentially as high as 1:6).
Key automation features include:
Automatic container positioning systems
Integrated container identification and tracking
Precision GPS and laser guidance systems
Automated traffic management for container movers
Realistic equipment monitoring and predictive maintenance systems
In an era of increasing environmental awareness and rising energy costs, Yangyu RMG cranes offer significant advantages over alternative container handling solutions. As fully electric-powered systems, they eliminate the carbon emissions associated with diesel-powered equipment.
Environmental benefits include:
Zero direct emissions during operation
Regenerative braking systems that return energy to the grid
Compliance with IE3 energy efficiency standards (per IEC60034)
Reduced noise pollution compared to diesel equipment
Lower overall carbon footprint throughout the equipment lifecycle
Safety is paramount in container handling operations, where heavy loads and complex equipment interactions present potential hazards. Yangyu RMG cranes incorporate comprehensive safety systems that protect both personnel and cargo.
Notable safety features include:
Anti-collision systems for multiple crane operations
Container sway damping technology
Automatic spreader locking verification
Emergency stop systems with redundant backups
Wind resistance systems for adverse weather conditions
Personnel detection and protection systems
While the initial investment in Yangyu RMG systems can be substantial, the long-term operational economics favor these systems over alternatives. The total cost of ownership is often lower due to:
Reduced labor requirements through automation
Lower energy costs compared to diesel equipment
Decreased maintenance requirements of electric vs. diesel systems
Higher equipment utilization rates through continuous operation
Longer equipment lifespan with proper maintenance
Yangyu understands that different terminals have unique operational requirements. Their RMG cranes offer significant customization options to meet specific needs:
Variable span widths to match existing yard configurations
Custom lifting heights based on stacking requirements
Specialized spreaders for different container types
Integration capabilities with existing terminal operating systems
Future-proof designs that allow for technology upgrades
| Parameter | Specification Range | Importance |
|---|---|---|
| Lifting Capacity | 40-50 tons (standard containers) | Handles fully loaded containers safely |
| Span Width | Up to 16+ container rows | Maximizes yard storage density |
| Lifting Height | 4-5 containers high | Optimizes vertical storage space |
| Operating Speed | Varies by model and configuration | Determines overall productivity |
| Power Supply | Electric (grid-powered) | Red emissions and operating costs |
| Control Systems | Automated with manual override | Balances efficiency and flexibility |
| Positioning Accuracy | ±25mm or better | Ensures precise container handling |
Yangyu Rail-Mounted Gantry Cranes serve crucial roles in various container handling environments:
In marine port terminals, Yangyu RMGs are essential for transferring containers between vessels and land transportation, organizing container storage yards, and loading/unloading trucks and rail cars. Their high efficiency helps reduce vessel turnaround time, a critical metric for port competitiveness.
At rail intermodal facilities, Yangyu RMGs facilitate the efficient transfer of containers between rail cars and trucks. The precision handling capabilities of these cranes enable rapid loading and unloading of trains, significantly reducing dwell time and improving rail asset utilization.
Large-scale container storage facilities and logistics parks utilize Yangyu RMG cranes to maximize storage density while maintaining accessibility to specific containers. The high stacking capability and precise inventory management features make these cranes ideal for such applications.
Major manufacturing plants and export-oriented industries often implement Yangyu RMG systems in their private terminals to streamline loading operations and reduce logistics costs. The ability to efficiently handle large volumes of containers makes these systems valuable for facilities with high throughput requirements.
| Factor | Yangyu RMG Cranes | RTG Cranes |
|---|---|---|
| Mobility | Fixed tracks, limited to defined area | Mobile, can move throughout yard |
| Energy Source | Electric (grid power) | Typically diesel |
| Environmental Impact | Zero emissions during operation | Diesel emissions and spills |
| Operational Precision | Higher precision due to fixed tracks | Slightly less precise |
| Stacking Pattern | Typically 16+ wide, 4-5 high | Typically 6-8 wide, 3-4 high |
| Labor Requirements | Lower due to automation capabilities | Higher manual operation needs |
| Long-Term Costs | Lower operating and maintenance costs | Higher fuel and maintenance costs |
While straddle carriers offer greater mobility and flexibility for certain applications, Yangyu RMG cranes provide:
Higher stacking capability (4-5 high vs. typically 2-3 high)
Greater handling efficiency for high-volume operations
Better inventory control through precise positioning
Lower operational costs for high-throughput facilities
Yangyu is continuously investing in research and development to enhance the capabilities of their RMG cranes. Emerging innovations include:
Predictive maintenance algorithms to reduce downtime
Automated stacking optimization based on container destination
Intelligent traffic management for supporting equipment
Computer vision systems for container inspection and damage detection
Fully autonomous operation capabilities
Remote operation centers for multi-crane control
Automated container loading/unloading for trucks and rail cars
Seamless integration with terminal operating systems
Energy recovery systems to maximize efficiency
Solar integration for supplemental power
Lightweight materials to reduce energy consumption
Advanced energy management systems
Enhanced personnel detection systems
Collision avoidance technology
Advanced weather monitoring and response systems
Cybersecurity protections for control systems
The implementation of Yangyu Rail-Mounted Gantry Cranes has significant economic implications for terminal operators and port authorities:
While the initial investment in Yangyu RMG technology is substantial—often ranging from $4-10 million per unit depending on specifications—the long-term operational savings typically justify the investment through:
Labor cost reduction (up to 60% compared to manual systems)
Energy cost savings (electricity vs. diesel fuel)
Maintenance cost reduction (fewer moving parts than alternatives)
Improved equipment utilization (higher productivity per machine)
Reduced damage claims (improved handling precision)
Most Yangyu RMG installations achieve full return on investment within 3-5 years through:
Increased throughput capacity
Reduced labor requirements
Lower operating costs
Improved asset utilization
Enhanced terminal competitiveness
Terminals equipped with modern Yangyu RMG systems typically experience:
Higher asset valuation
Increased attractiveness to shipping lines
Better financing terms for expansion projects
Enhanced reputation as modern, efficient facilities
Organizations considering implementing Yangyu RMG technology should address several key factors:
Strong foundation and rail system to support crane operations
Electrical infrastructure to deliver sufficient power
Communication networks for control and automation systems
Support equipment interfaces for integrated operations
Workflow analysis to optimize container movement
Staff training programs for operation and maintenance
Phased implementation strategy to minimize disruption
Maintenance program development for long-term reliability
Total cost of ownership analysis
Financing options evaluation
Operational cost-benefit assessment
Long-term maintenance budgeting
The Yangyu Rail-Mounted Container Gantry Crane represents far more than just another piece of material handling equipment—it embodies a strategic approach to modern container terminal operations that emphasizes efficiency, sustainability, safety, and economic performance.
As global trade continues to expand and port facilities face increasing pressure to handle larger volumes with greater efficiency and lower environmental impact, the role of advanced equipment like Yangyu RMG cranes becomes increasingly critical. These systems offer terminal operators the opportunity to:
Significantly increase capacity without proportional land acquisition
Reduce operating costs through automation and electrification
Minimize environmental impact through zero-emission operation
Enhance safety for personnel and cargo
Improve competitiveness through faster vessel turnaround times
For port authorities, terminal operators, and logistics companies looking toward the future, investment in Yangyu Rail-Mounted Gantry Crane technology represents not just an equipment purchase, but a strategic commitment to operational excellence and long-term viability in an increasingly competitive global market.
The important role of Yangyu RMG cranes will only continue to grow as international trade expands, environmental regulations tighten, and the demand for logistics efficiency increases. Those who embrace this technology today will be best positioned to succeed in the container handling industry of tomorrow.
Yangyu RMG cranes incorporate advanced automation features, superior energy efficiency, and robust safety systems that distinguish them from many competitors. Their proven reliability in various operational environments and comprehensive support services make them a preferred choice for many terminal operators.
The implementation timeline varies based on the scope of the project and site-specific conditions, but typically ranges from 12-24 months from order to full operational status. This includes design, manufacturing, installation, testing, and commissioning phases.
Yes, Yangyu RMG systems are designed with integration capabilities that allow them to work seamlessly with existing terminal operating systems, other handling equipment, and legacy infrastructure. The company provides integration services to ensure compatibility.
Yangyu RMG cranes require regular preventive maintenance including mechanical inspections, electrical system checks, and software updates. The company offers comprehensive maintenance programs with remote monitoring capabilities to maximize equipment availability and lifespan.
Yes, Yangyu designs their RMG cranes to operate in diverse environmental conditions, from extreme cold to tropical heat. Special configurations are available for specific climate challenges, including corrosion protection for marine environments and cold weather packages for Arctic operations.
In the realm of industrial material handling and lifting equipment, the Yangyu Single Girder Gantry Crane stands out as a versatile, economical, and efficient solution for various lifting applications. Designed with precision engineering and robust construction, this crane model offers exceptional performance in diverse industrial settings, from warehouse operations and construction sites to manufacturing facilities and logistics yards.

With its simplified design, ease of installation, and lower operational costs, the Yangyu Single Girder Gantry Crane provides an ideal lifting solution for businesses seeking to enhance productivity while optimizing investment. This article explores the features, benefits, specifications, and applications of this remarkable lifting equipment.
A single girder gantry crane is a type of overhead lifting system characterized by a single bridge girder supported by two legs that run on fixed rails or runways. This design offers several advantages over its double girder counterpart, including lower initial cost, reduced weight, and simpler installation, making it particularly suitable for light to medium-duty applications.
The Yangyu Single Girder Gantry Crane typically consists of:
Main Girder: A single, robust box-type or I-beam structure that forms the primary load-bearing component.
End Carriages: Structures at both ends of the girder equipped with wheels that support the entire crane and facilitate movement along the runway rails.
Hoisting Mechanism: Typically an electric hoist that travels along the girder, responsible for vertical lifting.
Electrical Control System: Includes motors, control pendants, and often remote control capability.
Safety Devices: Essential protection systems including overload limiters, height limiters, and emergency stops.
The Yangyu single girder gantry crane offers significant cost advantages without compromising on performance or reliability. With simplified structure and reduced weight, it provides an economical lifting solution for various applications while maintaining structural integrity and operational safety.
Designed to handle a wide range of lifting requirements, the Yangyu single girder gantry crane typically offers lifting capacities ranging from 1 ton to 20 tons, making it suitable for diverse industrial applications from small workshops to larger manufacturing facilities.
The crane can be customized to meet specific operational requirements:
Span: Adjustable from 7 meters to 40 meters to fit different workspace dimensions
Lifting Height: Can be designed for up to 12 meters of lifting height, with options for higher lifts based on requirements
Work Duty: Suitable for A3 to A5 work classes, covering various operational intensities
Power Supply: Compatible with 380V, 50Hz三相 power supply, with options for other voltage requirements
Control Methods: Options include pendant control, radio remote control, and cabin operation for flexible operation10
Travel Speeds: Efficient travel speeds with hoisting speed of approximately 20/30 meters per minute for optimal productivity
Safety is paramount in all Yangyu crane designs:
Overload Protection: Prevents lifting beyond rated capacity
Limit Switches: For hoisting and travel motions to prevent over-travel
Emergency Stop Functions: For immediate shutdown in critical situations
Secure Braking Systems: Ensure precise load positioning and safety
The Yangyu single girder gantry crane features a modular design that facilitates quick installation and easy maintenance. With readily accessible components and standardized parts, maintenance downtime is significantly reduced, ensuring higher operational availability.
| Parameter | Specification Range |
|---|---|
| Lifting Capacity | 1 – 20 tons |
| Span | 7 – 40 meters |
| Lifting Height | Up to 12 meters (customizable) |
| Work Duty | A3 to A5 (ISO Standard) |
| Operating Temperature | -25°C to +40°C |
| Power Supply | 380V, 50Hz, 3-phase AC (other voltages available) |
| Control Mode | Pendant control / Remote control / Cabin control |
| Hoisting Speed | 20/30 m/min (standard) |
The Yangyu Single Girder Gantry Crane serves numerous industrial sectors with efficiency and reliability:
Ideal for handling raw materials, equipment positioning, and production line support in various manufacturing environments, including automotive, machinery, and consumer goods production.
Perfect for loading/unloading trucks, material stacking, and inventory management in warehouses and distribution centers, optimizing logistics operations.
Essential for handling construction materials, positioning prefabricated elements, and supporting assembly operations at construction sites and infrastructure projects.
Capable of handling steel plates, coils, and fabricated components in metal service centers and fabrication shops, with optional specialized lifting attachments.
Excellent for loading dock operations, container unloading, and material transfer in freight terminals and shipping areas.
Suited for equipment maintenance, machine installation, and repair operations in various industrial and service facilities.
While both single and double girder cranes have their place in material handling, the Yangyu Single Girder Gantry Crane offers distinct advantages for many applications:
Lower Initial Cost: Significant savings on initial investment compared to double girder designs.
Reduced Weight: Lighter structure places less demand on supporting surfaces and foundations.
Simpler Installation: Easier and faster to install, potentially reducing downtime.
Lower Operating Costs: Reduced energy consumption and maintenance requirements.
Adequate for Lighter Loads: Perfect for applications not requiring heavy lifting capacities.
Space Efficiency: Generally requires less headroom than double girder designs.
Understanding that different applications have unique requirements, Yangyu offers various customization options:
Fixed or Adjustable Span: To accommodate specific workspace dimensions
Stationary or Mobile: Options for fixed installation or movable systems
Various Girder Types: Box-type or I-beam girders based on application needs
Specialized Lifting Attachments: Hooks, magnets, grabs, or other specialized tools
Anti-Sway Systems: For precise load positioning in critical applications
Automation Integration: Compatibility with automated control systems
Weather Protection: Options for outdoor use with weather-resistant components
Special Coatings: Corrosion-resistant finishes for harsh environments
Explosion-Proof Configurations: For use in potentially hazardous environments
The Yangyu Single Girder Gantry Crane is designed for straightforward installation, with options for:
Professional Installation Services: Provided by certified technicians
Customer Self-Installation: With detailed instructions and technical support
Remote Guidance: Expert support for installation challenges10
To ensure long service life and reliable operation, Yangyu offers:
Scheduled Maintenance Plans: Regular inspections and servicing
Spare Parts Availability: Genuine parts readily available for replacements
Technical Support: Expert assistance for troubleshooting and repairs
Operator Training: Comprehensive training on safe operation and basic maintenance
The Yangyu Single Girder Gantry Crane incorporates multiple safety features:
Overload Protection: Automatic prevention of lifting beyond rated capacity
Limit Switches: For hoisting and travel motions to prevent over-travel
Emergency Stop Buttons: For immediate shutdown in critical situations
Secure Braking Systems: Fail-safe brakes for hoisting and travel motions
Warning Devices: Audible and visual alarms for operational safety
Yangyu cranes are designed and manufactured to meet or exceed international standards and safety regulations, ensuring compliance with global requirements for overhead lifting equipment.
Yangyu cranes incorporate advanced engineering techniques and quality materials to ensure optimal performance and reliability. Each crane undergoes rigorous testing before delivery, including:
Load Testing: Up to 125% of rated capacity for stability and structural integrity
Functional Testing: All movements and safety systems thoroughly tested
Electrical Testing: Comprehensive checks of all control and power systems
While representing a significant investment, Yangyu single girder gantry cranes offer exceptional value through:
Durability: Long service life with proper maintenance
Energy Efficiency: Lower operating costs through efficient design
Reduced Downtime: High reliability and quick maintenance response
Safety: Minimized risk of accidents and associated costs
Yangyu provides comprehensive support through:
Expert Technical Assistance: Available for troubleshooting and guidance
Spare Parts Availability: Genuine parts for maintenance and repairs
Training Programs: For operators and maintenance personnel
Warranty Coverage: Protective warranty terms for customer assurance
The global market for gantry cranes continues to grow, with increasing demand across various industries. According to market analyses, the global gantry crane market reached $1.58 billion in 2024 and is expected to maintain a compound annual growth rate of 5% from 2025 to 2029, potentially reaching $2.05 billion by 2029.
This growth is driven by:
Expansion in Construction and Infrastructure projects worldwide
Increased Manufacturing Activities requiring efficient material handling
Growth in Logistics and Warehouse sectors necessitating advanced lifting solutions
Technological Advancements in crane design and control systems
The Yangyu Single Girder Gantry Crane represents an exceptional combination of performance, reliability, and value in material handling equipment. With its versatile design, robust construction, and user-friendly features, it offers an ideal lifting solution for numerous applications across various industries.
Whether you’re operating in manufacturing, construction, warehousing, or logistics, the Yangyu single girder gantry crane provides the lifting capability, operational efficiency, and cost-effectiveness needed to enhance your material handling operations while optimizing your investment.
Choosing Yangyu means partnering with a manufacturer committed to your long-term success, with the engineering expertise, quality products, and support services to keep your operations moving safely and efficiently for years to come.
Contact Yangyu today to discuss your specific requirements and discover how our single girder gantry crane solutions can transform your material handling capabilities while providing exceptional value for your investment.

In the world of industrial material handling and heavy lifting solutions, the Yangyu Premium Double Girder Gantry Crane stands out as a top-tier choice for businesses seeking reliability, exceptional capacity, and superior performance. This robust lifting system is engineered to handle the most demanding industrial applications, providing unmatched strength and versatility for various sectors including manufacturing, construction, steel production, logistics hubs, and shipbuilding.

With a commitment to engineering excellence and innovative design, Yangyu has developed a double girder gantry crane that combines advanced technology with proven reliability, ensuring optimal productivity and workplace safety for your operations.
A double girder gantry crane is a type of overhead lifting system characterized by two parallel girders supported by legs that run on fixed rails or runways. Unlike its single girder counterpart, this design offers significantly higher lifting capacities, greater hook heights, and enhanced stability for heavy-duty applications.
The Yangyu Double Girder Gantry Crane typically consists of:
Main Girders: Two robust, parallel box-type structures that form the primary load-bearing component.
End Carriages: Structures at both ends of the girders equipped with wheels that support the entire crane and facilitate movement along the runway rails.
Lifting Trolley: The mechanism that travels along the girders, housing the hoisting unit.
Hoisting Mechanism: Comprises the motor, gearbox, wire rope, drum, and hook responsible for vertical lifting.
Electrical Control System: Includes PLC, motors, and operator interface (often with remote control capability).
Safety Devices: Comprehensive protection systems including overload limiters, height limiters, emergency stops, and anti-collision devices.
The Yangyu double girder gantry crane is built for heavy-duty performance, with rated lifting capacities ranging from 5 tons up to an impressive 500 tons. This makes it suitable for handling massive loads in various industrial settings, from steel mills and foundries to ports and large-scale construction projects.
Constructed from high-strength steel and featuring a box-type girder design, the Yangyu crane ensures minimal deflection under full load conditions. The girders are designed using advanced finite element analysis (FEA) methods to guarantee optimal strength, rigidity, and overall stability.
Safety is paramount in heavy lifting operations. The Yangyu crane incorporates multiple safety features:
Overload Protection: Automatically prevents lifting beyond rated capacity.
Limit Switches: For hoisting and travel motions to prevent over-travel.
Emergency Stop Buttons: For immediate shutdown in critical situations.
Anti-Sway Technology: Helps maintain load stability during movement.
Fail-Safe Braking Systems: Ensure secure holding of loads.
Understanding that different applications have unique requirements, Yangyu offers extensive customization options:
Span Length: Custom spans from 10 meters to 80 meters
Lifting Height: Up to 20 meters standard, with higher options available
Power Supply: Compatibility with various voltages (220V-690V, 50-60Hz)
Control Methods: Choices between remote control, cabin operation, or pendant control
Special Environments: Designs suitable for explosive atmospheres, high temperatures, or corrosive environments5
The Yangyu crane incorporates energy-efficient motors and regenerative drive systems where applicable, helping to reduce power consumption and lower operational costs while minimizing environmental impact.
| Parameter | Specification Range |
|---|---|
| Lifting Capacity | 5 – 500 tons |
| Span | 10 – 80 meters |
| Lifting Height | Up to 20 meters (customizable) |
| Work Duty | A4 to A8 (ISO Standard) |
| Operating Temperature | -25°C to +50°C |
| Power Supply | 220V-690V, 50/60Hz, 3-phase AC |
| Control Mode | Remote control / Cabin control / Pendant control |
| Design Life | 30+ years with proper maintenance |
The Yangyu Double Girder Gantry Crane serves a wide range of industrial sectors:
Ideal for handling heavy machinery, equipment installation, and production line maintenance in automotive, machinery manufacturing, and processing facilities.
Specifically designed to handle heavy steel coils, metal plates, and equipment in foundries, steel plants, and metal fabrication shops.
Essential for maintaining turbines, handling generators, and managing heavy components in hydroelectric, thermal, and nuclear power facilities.
With capacities suitable for handling ship components and container operations, these cranes are valuable assets in shipyards and port terminal operations.
Capable of precision handling of large aircraft components and defense equipment with the required accuracy and safety.
Used for handling prefabricated structures, bridge components, and other heavy elements in large-scale construction projects.
While single girder cranes have their place, the Yangyu Double Girder Gantry Crane offers distinct advantages:
Higher Load Capacity: Designed for significantly heavier loads—up to 500 tons compared to typical single girder limits.
Greater Hook Height: The design allows for better utilization of vertical space, providing higher lift heights.
Enhanced Stability: The dual girder system offers superior stability and reduced sway when handling heavy loads.
Longer Service Life: Built with more robust components designed for heavy-duty cycling and extended service life.
Flexibility for Future Modifications: Better suited for future upgrades or capacity increases.
Selecting the appropriate crane for your specific needs involves considering several factors:
Maximum Load Weight: Determine the heaviest load you need to lift, including lifting spreaders.
Lifting Height: Measure the required vertical distance the load needs to travel.
Span Requirements: Calculate the necessary distance between runway rails.
Duty Cycle: Consider how frequently and intensively the crane will be used.
Available Headroom: Ensure sufficient space for crane operation.
Floor Conditions: Verify that your floor can support the crane and its loads.
Environmental Factors: Consider temperature, humidity, presence of corrosive substances, or potentially explosive atmospheres.
Control Preferences: Decide between cabin, pendant, or remote control operation.
Automation Requirements: Determine if you need automated positioning or programmed movement.
Future Expansion: Consider potential future needs that might require additional capacity.
Yangyu provides comprehensive installation services performed by certified technicians to ensure your double girder gantry crane is installed correctly and safely, complying with all relevant standards and regulations.
Regular maintenance is crucial for safe operation and long service life. Yangyu offers:
Scheduled Maintenance Plans: Regular inspections and servicing by qualified engineers.
Spare Parts Availability: Genuine parts readily available for quick replacements.
24/7 Support: Technical support and troubleshooting assistance.
Operator Training: Comprehensive training for your staff on safe operation and basic maintenance.
Yangyu cranes incorporate advanced engineering techniques, including finite element analysis and computer-aided design, to ensure optimal performance and reliability.
Every Yangyu crane undergoes rigorous testing before delivery, including1:
Load Testing: Up to 125% of rated capacity for stability and structural integrity.
Functional Testing: All movements and safety systems thoroughly tested.
Electrical Testing: Comprehensive checks of all control and power systems.
Yangyu cranes are designed and manufactured to meet or exceed international standards, including ISO, FEM, DIN, and ASME guidelines, ensuring compliance with global safety and performance requirements.
While representing a significant investment, Yangyu double girder gantry cranes offer exceptional long-term value through:
Durability: Long service life with proper maintenance.
Energy Efficiency: Lower operating costs through efficient design.
Reduced Downtime: High reliability and quick maintenance response.
Safety: Minimized risk of accidents and associated costs.
The Yangyu Premium Double Girder Gantry Crane represents the pinnacle of lifting technology, combining robust construction, advanced engineering, and user-focused features to deliver unmatched performance in the most demanding industrial environments. Whether you’re operating in manufacturing, steel production, energy generation, or logistics, this crane offers the reliability, capacity, and precision needed to enhance your operational efficiency and productivity.
Investing in a Yangyu double girder gantry crane is not just about acquiring lifting equipment—it’s about partnering with a solution provider committed to your long-term success, with the engineering expertise, quality products, and support services to keep your operations moving safely and efficiently for decades to come.
Contact Yangyu today to discuss your specific requirements and discover how our premium double girder gantry crane solutions can transform your material handling capabilities.

China’s crane manufacturing industry is among the world’s largest and most competitive, with numerous companies vying for market share in this vital sector. The industry is largely dominated by “the big three” – XCMG, Zoomlion, and SANY – who collectively hold a significant portion of the market. Despite this concentrated competitive landscape and the presence of international giants, Yangyu Crane has emerged as a remarkably popular choice among Chinese consumers and international buyers alike.

This article explores the key factors behind Yangyu Crane’s popularity in an increasingly crowded marketplace, examining how the company has differentiated itself through quality engineering, customer focus, and strategic innovation to earn the trust of crane users across various industries.
At the core of Yangyu’s popularity is its reputation for producing exceptionally reliable equipment that performs consistently in demanding conditions:
Robust Construction: Yangyu cranes are built with high-strength materials and components designed to withstand heavy loads and repetitive use without failure or deformation. This commitment to durability reduces downtime and extends equipment lifespan.
Precision Engineering: Each crane undergoes rigorous quality control processes to ensure all systems operate with precision and reliability. This attention to detail results in equipment that operators can depend on for critical lifting operations.
Long-Term Performance: Yangyu cranes are designed for endurance and consistency. Unlike some competitors whose performance may degrade over time, Yangyu equipment maintains its capabilities throughout its service life with proper maintenance.
This unwavering focus on quality has helped Yangyu build a loyal customer base that trusts the brand to deliver equipment that won’t let them down when it matters most.
While China’s crane industry has historically faced challenges in matching international technological standards510, Yangyu has invested significantly in research and development to bridge this gap:
Smart Control Systems: Yangyu incorporates advanced control technologies in their cranes, including precision load management, anti-sway systems, and automated safety features that enhance both performance and safety.
Efficiency Innovations: The company has developed proprietary engineering solutions that improve fuel efficiency and reduce operational costs—a key consideration for cost-conscious buyers.
Adaptability Features: Yangyu cranes are designed with modular components and adaptable configurations that allow them to perform well in various environments and applications.
These technological advancements have positioned Yangyu as an innovative player in the market, offering features once found only in more expensive international brands.
In a market where price competition has sometimes led to compromised quality9, Yangyu has maintained a focus on delivering superior value:
Competitive Pricing: While not the cheapest option available, Yangyu offers an excellent balance of price and performance, providing more value per investment dollar than many competitors.
Lower Operating Costs: With features designed for energy efficiency and reduced maintenance requirements, Yangyu cranes offer significantly lower total cost of ownership over time.
Long-Term Investment Value: The durability and reliability of Yangyu equipment means better retention of value and longer productive service life, enhancing the return on investment for owners.
This value proposition has proven particularly appealing to small and medium-sized businesses that need reliable equipment without the premium price tag of some major brands.
Yangyu has distinguished itself through exceptional customer service and support:
Rapid Response Times: The company maintains an extensive network of service technicians and parts distribution centers across China, ensuring quick response to maintenance needs and minimal downtime for customers.
Comprehensive Training: Yangyu provides extensive operator training and technical documentation to ensure equipment is used properly and maintained correctly, reducing operator errors and extending equipment life.
Ongoing Support: Beyond the initial sale, Yangyu maintains long-term relationships with customers, offering ongoing technical support, maintenance reminders, and upgrade options throughout the equipment’s lifecycle.
This commitment to customer support has been a significant differentiator in a market where after-sales service varies considerably between manufacturers.
In the crane industry, reputation and word-of-mouth recommendations play a crucial role in purchasing decisions:
Proven Track Record: Yangyu has built a strong reputation for reliability and performance through years of consistent delivery on promises and quality products.
User testimonials and case studies: The company showcases numerous success stories from satisfied customers across various industries, providing social proof of their equipment’s capabilities.
Industry Recognition: While perhaps not as large as the biggest players, Yangyu has earned respect within the industry for their specialized expertise and commitment to quality.
This established reputation has become a valuable asset that continues to drive new customer acquisition through referrals and industry recommendations.
Unlike some manufacturers that take a one-size-fits-all approach, Yangyu has developed specialized solutions for various applications:
Construction Cranes: Designed for building projects of all sizes, with features optimized for urban construction environments and variable site conditions.
Industrial Cranes: tailored for manufacturing facilities and industrial plants, with precision controls and configurations suited to specific manufacturing processes.
Port and Logistics Cranes: Engineered for shipping terminals and logistics centers, with capabilities designed to handle containerized goods and port operations.
Custom Solutions: Willingness to work with customers on custom configurations for unique applications, providing flexibility that larger manufacturers sometimes cannot offer.
This application-specific approach allows Yangyu to meet customer needs more precisely than competitors with more generic product lines.
Yangyu has developed several strategic advantages that differentiate it in China’s crowded crane market:
Agility and Responsiveness: As a focused manufacturer, Yangyu can respond more quickly to market changes and customer needs than larger, more bureaucratic competitors.
Quality Focus: While some manufacturers compete primarily on price, Yangyu has maintained its commitment to quality even when facing pressure to reduce costs.
Narket Specialization: The company has developed deep expertise in specific market segments rather than trying to be all things to all customers, allowing for more targeted innovation.
These strategic choices have enabled Yangyu to carve out a sustainable market position despite competing against much larger companies with greater resources.
Looking ahead, Yangyu is positioning itself for continued relevance in an evolving industry:
Technology Adoption: The company is investing in emerging technologies such as automation, remote operation, and data analytics to stay competitive as industry demands evolve.
Sustainability Initiatives: Development of more energy-efficient models and exploration of alternative power sources to address growing environmental concerns.
Global Standards Compliance: While focusing on the Chinese market, Yangyu ensures its equipment meets international standards, facilitating export opportunities and appealing to quality-conscious domestic buyers.
This forward-thinking approach suggests Yangyu’s popularity is not just a temporary phenomenon but based on solid strategic positioning for long-term success.
In China’s crowded crane manufacturing landscape, Yangyu has achieved remarkable popularity through a consistent focus on quality, customer satisfaction, and strategic innovation. While larger competitors may dominate in sheer volume, Yangyu has carved out a significant position by delivering reliable performance, excellent value, and outstanding support that resonates with practical-minded equipment buyers.
The company’s success demonstrates that in a competitive industrial market, there is always room for manufacturers who prioritize genuine value over marketing hype and who build lasting relationships rather than focusing solely on transaction volume. As the Chinese crane industry continues to evolve and mature, Yangyu’s customer-focused approach positions it well for continued popularity and growth.
For businesses seeking crane equipment that delivers consistent performance, durable construction, and exceptional support without unnecessary complexity or premium pricing, Yangyu Crane represents an compelling choice that justifies its popularity through substance rather than spectacle.
Experience the Yangyu difference for yourself – explore their range of crane solutions to discover why so many Chinese businesses choose Yangyu for their lifting needs.

In the demanding world of industrial material handling, Yangyu crane equipment has established itself as a symbol of power, reliability, and innovation. Yangyu has built a reputation for manufacturing robust lifting solutions that meet the rigorous demands of various industries, from manufacturing and construction to logistics and warehousing. Their commitment to engineering excellence and quality manufacturing processes ensures that each piece of equipment delivers exceptional performance, safety, and longevity. This article explores the technical superiority, innovative features, and practical advantages that make Yangyu’s powerful crane equipment a preferred choice for professionals worldwide.
The core strength of Yangyu’s powerful crane equipment lies in its advanced engineering and robust design philosophy.
High-Strength Materials: Yangyu utilizes premium-grade steel alloys and components in their crane construction. This ensures structural integrity and an exceptional strength-to-weight ratio, allowing the cranes to handle heavy loads consistently without deformation or failure, even in the most challenging environments.
Precision Engineering: Every Yangyu crane is a product of precision manufacturing and rigorous testing. Computer-aided design (CAD) and finite element analysis (FEA) are employed to optimize stress distribution and overall design before production, guaranteeing maximum performance and safety.
Optimized Structural Design: The structural design of Yangyu cranes focuses on stability and durability. Whether it’s an overhead bridge crane, a gantry crane, or a jib crane, each design is calculated to provide optimal support and smooth operation, minimizing deflection during lifting tasks.
Yangyu cranes are packed with features designed to enhance power, control, and usability.
High-Capacity Motors: At the heart of Yangyu’s lifting power are high-torque electric motors. These motors provide the immense strength needed for heavy lifting while offering smooth start-up and shutdown, reducing mechanical stress on the entire system.
Precision Hoisting Mechanisms: The hoisting units are engineered for exact load control. Features like variable speed control allow operators to make fine adjustments when positioning loads, which is crucial for delicate operations or when working in confined spaces.
Robust Trolley and Travel Systems: The movement of the crane along the bridge and down the runway is facilitated by heavy-duty travel systems. These systems feature high-quality wheels, reinforced rails, and powerful drive units that ensure smooth, precise, and reliable traversal even under full load.
Safety is a non-negotiable priority in Yangyu’s design and manufacturing process. Their cranes incorporate multiple redundant safety systems to protect both personnel and assets.
Advanced Braking Systems: Yangyu cranes are equipped with fail-safe brakes that automatically engage in the event of a power failure or emergency stop, preventing unintended load movement.
Overload Protection: Sophisticated overload limit devices are standard. These systems prevent the crane from lifting loads beyond its rated capacity, a critical feature for avoiding dangerous accidents and equipment damage.
Collision Avoidance and Limit Switches: Upper and lower limit switches prevent the hoist from over-traveling, while optional anti-collision systems can be vital when multiple cranes operate on the same runway.
The power and adaptability of Yangyu crane equipment make it suitable for a vast array of applications.
Manufacturing and Assembly Lines: Facilitate the movement of heavy components, machinery, and products with ease, improving production efficiency.
Warehousing and Logistics: Efficiently load and unload heavy goods from trucks and organize storage in distribution centers, optimizing space and workflow.
Construction Sites: Used for lifting steel beams, concrete panels, and other construction materials, significantly reducing manual labor and accelerating project timelines.
Shipping and Port Operations: Essential in ports and shipyards for handling containers and heavy cargo, where reliability and power are paramount.
Power Plants and Heavy Machinery Workshops: Handle turbines, generators, and large equipment parts during maintenance, repair, or installation.
Modern Yangyu cranes often incorporate intelligent control systems for enhanced operation and precision.
Variable Frequency Drives (VFDs): Many models feature VFDs for controlling motor speed. This allows for incredibly smooth acceleration and deceleration, precise load spotting, and reduced swing, which is essential for safe and accurate positioning.
Remote Control and Automation: Options for pendant control, radio remote control, and even fully automated operation provide flexibility. Operators can control the crane from a safe distance or integrate it into automated production lines for improved efficiency and safety.
User-Friendly Interfaces: Control systems are designed with the operator in mind, featuring intuitive controls and clear displays for monitoring load weight, height, and crane status.
Yangyu builds its cranes to last, ensuring long-term value and reduced total cost of ownership.
Corrosion Resistance: Cranes are treated with anti-corrosion coatings and paints, making them suitable for use in harsh environments, including those with high humidity or exposure to certain chemicals.
Low Maintenance Design: The use of high-quality bearings, sealed components, and easily accessible maintenance points simplifies upkeep and reduces downtime. Their robust construction means they can withstand years of rigorous use with proper care.
Built to International Standards: Yangyu equipment is generally designed and manufactured in compliance with international safety and quality standards, providing assurance of its reliability and performance.
In today’s world, energy efficiency is a key concern. Yangyu addresses this through intelligent design.
Efficient Motor Design: The use of energy-efficient electric motors helps minimize power consumption during operation, leading to lower operating costs and a reduced environmental footprint.
Regenerative Drives: Some advanced models may feature regenerative drives that can feed energy back into the power system during lowering or braking phases, further enhancing efficiency.
Understanding that needs vary, Yangyu often provides customization options and comprehensive support.
Tailored Solutions: Customers can often work with Yangyu to configure cranes for specific capacities, spans, lift heights, and control options to meet unique application requirements.
Global Technical Support and Spare Parts: A network for technical support and readily available genuine spare parts ensures that customers can maintain their equipment in optimal condition throughout its long service life, minimizing potential downtime.
Selecting the appropriate crane involves considering several factors:
Lifting Capacity: Determine the maximum weight you need to lift regularly.
Span and Coverage: Measure the area the crane needs to cover.
Lift Height: Calculate the required lifting height.
Duty Cycle: Consider how intensively the crane will be used (e.g., occasional, frequent, or continuous use).
Operating Environment: Factor in environmental conditions like temperature, humidity, and presence of corrosive elements.
Control Preferences: Decide on the desired control method (e.g., pendant, remote, cabin).
Consulting with a qualified engineer or a Yangyu representative is crucial to ensure you select the crane that perfectly matches your operational needs and safety requirements.
Yangyu’s powerful crane equipment stands out in a competitive market due to its unwavering commitment to power, safety, durability, and innovation. By combining robust construction with advanced engineering and smart features, Yangyu provides industrial lifting solutions that businesses can rely on to improve productivity, enhance safety, and reduce operating costs over the long term.
Whether you’re managing a busy workshop, a large-scale construction project, or a high-throughput logistics hub, investing in Yangyu crane equipment means investing in power you can trust and performance that delivers.
Ready to empower your business? Explore Yangyu’s range of powerful crane solutions to find the perfect match for your industrial lifting needs.
In the world of material handling and industrial lifting equipment, electric hoists have become indispensable tools for their efficiency, reliability, and power. Among these, Yangyu electric hoists have gained a reputation for their exceptional performance and powerful capabilities. But what exactly makes these electric hoists so powerful? Let’s explore the technology and features that contribute to their superior strength and reliability.
At the heart of any electric hoist is its motor, and Yangyu hoists are equipped with high-efficiency electric motors that deliver impressive power output. These motors are designed to provide:
High torque output for lifting heavy loads with ease
Smooth acceleration and deceleration for precise control
Energy-efficient operation that reduces electricity consumption while maintaining power
Thermal protection that prevents overheating during extended use
Unlike traditional hydraulic or pneumatic systems, electric hoists like Yangyu’s models convert electrical energy directly into mechanical power with minimal energy loss, resulting in more powerful and efficient operation.
Yangyu electric hoists are built with dugrade materials and precision engineering that contribute to their powerful performance:
High-strength steel components that can withstand heavy loads without deformation
Reinforced gears and bearings designed to handle intense pressure and repetitive use
Weather-resistant coatings that protect internal components from corrosion and wear
Compact but robust design that maximizes power while minimizing size
This attention to construction quality ensures that Yangyu hoists maintain their powerful performance even in demanding industrial environments.
Safety and power often go hand-in-hand in quality lifting equipment. Yangyu hoists incorporate multiple safety systems that not only protect operators but also contribute to the equipment’s powerful performance by preventing damage from overloads or misuse:
Dual braking systems for reliable stopping power
Automatic brake engagement in case of power failure
Upper and lower limit switches to prevent overtravel
Overload protection that prevents the hoist from lifting beyond its rated capacity
These safety features allow the hoist to operate at its maximum designed power without risk of failure or damage, ensuring consistent performance over time.
Modern Yangyu electric hoists feature advanced control systems that optimize power delivery based on load requirements:
Variable speed control for precise handling of different weights
Soft start/stop functionality that reduces mechanical stress on components
Phase reversal protection that prevents damage from incorrect wiring
Voltage adaptation capabilities for use in different electrical environments
These intelligent control systems ensure that power is delivered efficiently and effectively, extending the equipment’s lifespan while maintaining peak performance.
Yangyu electric hoists are designed to accommodate various power configurations, making them suitable for different working environments:
Dual voltage capabilities (24V/48V conversion) for safe operation in wet conditions
Compatibility with both single-phase and three-phase power sources
Wide voltage range (220V-600V for three-phase systems)
Adaptability to different frequencies (50Hz/60Hz)
This versatility in power options ensures that Yangyu hoists can deliver their full power potential in virtually any industrial setting.
The powerful performance of Yangyu electric hoists is maintained through comprehensive support services:
Easy access to components for maintenance and repairs
Availability of replacement parts to ensure continued performance
Detailed technical documentation for proper maintenance procedures
Global service network providing expert support when needed
Regular maintenance ensures that Yangyu hoists continue to operate at their designed power levels throughout their service life.
Yangyu electric hoists derive their powerful performance from a combination of advanced motor technology, robust construction, intelligent control systems, and comprehensive safety features. These elements work together to create lifting equipment that delivers exceptional power, reliability, and efficiency in various industrial applications.
Whether you’re working in manufacturing, construction, warehousing, or any other industry that requires material handling solutions, Yangyu electric hoists offer the powerful performance needed to get the job done safely and efficiently. Their reputation for power isn’t just about raw strength—it’s about smart engineering that maximizes performance while ensuring reliability and longevity.
In the highly competitive global machinery industry, building a world-class brand is no small feat. For Yangyu Cranes, the journey to international recognition likely involved a combination of technological innovation, strategic market expansion, and a strong commitment to quality and reliability. While specific details about Yangyu Cranes are not widely available in public sources, we can draw insights from the strategies of successful Chinese industrial brands that have achieved global prominence. This article explores the key factors that potentially contributed to Yangyu Cranes’ rise as a renowned brand in the overhead crane industry.

At the core of any successful heavy machinery brand is a commitment to technological advancement and product quality. For a crane manufacturer like Yangyu, this might have included:
Developing High-Capacity, Efficient Cranes: Offering a range of products with varying load capacities (e.g., from 5 tons to 500 tons) and spans (e.g., 12-30 meters or more) to meet diverse industrial needs.
Incorporating Smart Technology: Integrating IoT sensors, automation, and remote monitoring systems to enable predictive maintenance, enhance safety, and improve operational efficiency.
Focusing on Durability and Safety: Designing cranes that withstand harsh environments (e.g., temperatures from -20°C to +40°C) and adhere to international safety standards (e.g., CE and ISO certifications).
🔍 Innovation in technology ensures that products not only meet but exceed market expectations, a trait seen in many successful industrial brands. 1
Expanding beyond domestic markets is crucial for global recognition. Yangyu Cranes might have adopted a phased approach to internationalization:
Targeting Key Regions: Initially focusing on emerging markets in Southeast Asia, Latin America, and Africa, where infrastructure development drives demand for lifting equipment.
Entering Mature Markets: Gradually penetrating developed markets like Europe and North America by meeting stringent quality and certification requirements.
Localizing Operations: Establishing local offices, partnerships, and service centers to provide faster response times and better customer support, similar to strategies used by other global industrial firms10.
🌍 Global expansion requires understanding local market dynamics and building a presence in strategic regions. 1
Building a strong brand reputation involves more than just selling products; it requires trust and reliability.
Dual-Brand Strategy: Like some successful Chinese companies (e.g., Yangjie Technology’s use of “MCC” in欧美 markets and “YJ” in Asia)4, Yangyu might have used a similar approach to cater to different regional preferences.
Focus on Large Enterprises: Targeting large industrial clients for high-value contracts, which can lead to referrals and repeat business.
Emphasizing After-Sales Service: Providing comprehensive support, including installation, training, and maintenance, to ensure long-term customer satisfaction.
🤝 A customer-centric approach and strong brand identity are key to retaining clients and entering new markets. 2
Adhering to international standards is non-negotiable for global acceptance.
Certifications and Testing: Ensuring cranes meet global standards (e.g., ISO, CE) and undergoing rigorous testing for reliability and safety.
Supply Chain Management: Sourcing high-quality materials and components from certified suppliers to maintain product integrity.
Environmental Considerations: Developing energy-efficient cranes and eco-friendly manufacturing processes to appeal to sustainability-conscious markets.
✅ Quality and compliance are foundational to building trust in international markets.
Staying ahead of industry trends helps in remaining competitive.
Renewable Energy Sector: Providing cranes for wind farm installations and other renewable energy projects, similar to how some companies have expanded into this growing market.
Infrastructure Development: Capitalizing on global infrastructure initiatives (e.g., hydropower projects, logistics hubs) that require heavy lifting equipment.
Digital Transformation: Offering digital solutions like IoT-based monitoring and automation to align with Industry 4.0 trends.
📈 Adapting to sectoral shifts and technological trends ensures long-term relevance and growth.
Collaborations and financial stability can accelerate growth.
Partnerships with Global Firms: Working with international distributors or strategic partners to expand market reach.
Financial Investments: Utilizing funding for R&D, capacity expansion, and market development, possibly through public listings or strategic investors.
💡 Partnerships and financial health enable scaling operations and innovating continuously.
While the exact path to success for Yangyu Overhead Cranes isn’t detailed in public sources, the strategies outlined above—rooted in innovation, globalization, brand building, quality, and adaptability—are common among industrial brands that have achieved worldwide recognition. By focusing on these areas, Yangyu Cranes could have built a reputation for reliability and excellence in the global overhead crane market.
For businesses looking to emulate this success, prioritize technological innovation, understand your target markets, and never compromise on quality and customer service.
Yangyu Heavy Machinery has established itself as a prominent manufacturer of high-quality industrial lifting equipment, with their overhead cranes representing the pinnacle of reliability and performance. These robust machines are engineered to meet the demanding requirements of various industries, providing efficient material handling solutions that enhance productivity and safety in industrial environments.
Yangyu Mech overhead cranes boast impressive technical capabilities designed for heavy-duty applications:
Load Capacity and Span:
Rated load capacity: 5-500 tons
Span range: 12-30 meters standard (customizable up to 80 meters)
Lifting height: 6-12 meters (adjustable based on requirements)
Structural Design:
Double-girder construction for enhanced stability
High-strength steel framework ensuring durability
Optimized wheelbase distribution for smooth operation
Control Systems:
Precision frequency control for smooth acceleration and deceleration
Anti-sway technology for accurate load positioning
Remote control and automated operation capabilities
IoT-enabled monitoring systems for predictive maintenance
Yangyu overhead cranes serve diverse industrial sectors with exceptional performance:
Manufacturing Facilities:
Streamlining production line operations
Handling heavy machinery components
Supporting assembly processes
Metallurgical Industry:
Molten metal handling with specialized safety features
Heavy forging and casting operations
Scrap metal processing and recycling
Warehousing and Logistics:
Efficient inventory management
Heavy payload transportation
Loading and unloading operations
Energy Sector:
Power plant maintenance
Turbine and generator installation
Renewable energy equipment handling
Yangyu Mech overhead cranes incorporate comprehensive safety systems:
Overload protection devices preventing equipment damage
Emergency stop systems with fail-safe mechanisms
Collision avoidance technology
Thermal protection for motor safety
CE and ISO certification compliance
Seismic resistance capabilities for specific regions
Understanding that different applications have unique requirements, Yangyu offers extensive customization:
Specialized lifting attachments (hooks, magnets, grabs)
Environmental adaptations (corrosion-resistant coatings for harsh environments)
Temperature management systems for extreme conditions
Noise reduction features for indoor facilities
Special paint colors and corporate branding options
Yangyu provides comprehensive after-sales support:
Installation supervision by certified engineers
Operator training programs
Preventive maintenance schedules
24/7 technical support availability
Genuine spare parts supply chain
Regular software updates for smart features
Quality Assurance:
Rigorous testing protocols at every production stage
Quality materials sourced from certified suppliers
Advanced manufacturing processes ensuring precision engineering
Innovation and Technology:
R&D focus on energy efficiency
Smart crane technology integration
Continuous improvement based on customer feedback
Global Experience:
Successful installations worldwide
Adaptation to various international standards
Multilingual technical documentation
Yangyu’s modern overhead cranes feature smart technology capabilities:
Real-time performance monitoring
Data analytics for operational optimization
Integration with factory management systems
Automated operation programming
Cloud-based maintenance scheduling
Yangyu demonstrates environmental responsibility through:
Energy-efficient drive systems reducing power consumption
Regenerative power capabilities
Eco-friendly manufacturing processes
Recyclable materials in construction
Compliance with international environmental standards
Proven Reliability: Tested in demanding industrial environments worldwide
Technical Excellence: Incorporating latest advancements in crane technology
Comprehensive Support: Complete solution from design to maintenance
Cost Efficiency: Competitive pricing with low total cost of ownership
Customization Flexibility: Tailored solutions for specific requirements
Safety Commitment: Industry-leading safety features and certifications
Yangyu Mech overhead cranes represent the perfect combination of robust construction, advanced technology, and practical functionality. Whether for standard industrial applications or specialized heavy lifting requirements, these cranes deliver unmatched performance and reliability. With continuous innovation and commitment to quality, Yangyu maintains its position as a trusted partner for industrial lifting solutions globally.
For businesses seeking to enhance their material handling capabilities while ensuring safety and efficiency, Yangyu Mech overhead cranes offer the ideal solution. Contact Yangyu Heavy Machinery today to discuss your specific requirements and discover how their overhead crane solutions can transform your operations.
Yangyu Gantry Cranes are engineered to meet the demanding needs of modern industrial operations, offering high load capacity, precision control, and adaptability across diverse environments. As a leading manufacturer in heavy machinery, Yangyu combines innovative design with rigorous safety standards to deliver reliable lifting solutions for global clients.

High Load Capacity & Durability
Yangyu’s double-beam gantry cranes, such as the 150-ton model, are designed for heavy-duty applications. With a rated load capacity of up to 500 tons and a span of 10-80 meters, these cranes handle extreme weights in industries like metallurgy, construction, and logistics.
Precision and Stability
Advanced anti-swing functionality and high-speed operation ensure smooth load positioning. The maintenance-free design reduces downtime, while features like eight-wheel drive systems (in premium models) prevent slippage and enhance stability during critical tasks.
Customization and Adaptability
Yangyu cranes support customized configurations, including color, span, and lifting height (up to 20 meters). They are suitable for workshops, warehouses, farms, and energy facilities, with options for electric or manual operation.
Safety and Compliance
Integrated safety systems—such as overload protection, brake monitors, and heat-resistant insulation—ensure compliance with international standards. These features are critical for high-risk environments like steel plants or port operations.
Metallurgy & Manufacturing: Yangyu’s cranes support molten metal handling and heavy equipment transport. For example, the MGY400/100-ton metallurgical gantry crane (by industry leader Dafang) exemplifies the robustness required in extreme conditions.
Construction and Infrastructure: With models like the 150-ton double-beam crane, Yangyu enables efficient material lifting for large-scale projects.
Ports and Logistics: Gantry cranes facilitate container handling and cargo loading, with smart monitoring systems (e.g., IoT-based diagnostics) reducing failure risks.
Proven Performance: Yangyu cranes are tested for reliability, with core components (PLC, motors, gears) backed by a 1-year warranty.
Global Supply Chain: The brand offers efficient delivery (e.g., 25 days to the U.S.) and technical support worldwide.
SEO-Optimized Discovery: For businesses targeting keywords like “double girder gantry crane” or “heavy-duty lifting equipment,” Yangyu’s product pages integrate technical specs and industry-specific terms to enhance search visibility.
Assess Load Requirements: Determine maximum weight, span, and lifting height needed.
Evaluate Environmental Conditions: Choose heat-resistant or corrosion-proof models for harsh settings.
Prioritize Safety Features: Look for certifications like CE ISO and automated brake systems.
Yangyu Gantry Cranes represent a fusion of power, precision, and adaptability—ideal for industries seeking to optimize efficiency and safety. By leveraging advanced engineering and SEO-friendly content strategies, Yangyu helps global clients discover solutions that drive productivity.
Explore Yangyu’s product range to transform your lifting operations with machinery built for excellence.

In the world of industrial lifting and material handling, Yangyu Mech Crane—officially known as Henan Yangyu Heavy Machinery Crane Co., Ltd.—stands out for its commitment to quality, innovation, and reliability.

The company specializes in manufacturing robust cranes designed for demanding industrial applications. A recent significant contract highlights their growing reputation: Yangyu secured a project to supply two YZ50/10t-28.5m A7 metallurgical electric double-girder bridge cranes for Wuhu Honghu Material Technology Co., Ltd. in Anhui Province, China. Each unit is valued at ¥695,000, with the total contract worth ¥1.56 million.
Yangyu’s cranes are engineered for performance and durability. The YZ50/10t-28.5m A7 model specified in the Wuhu project is a prime example. This metallurgical double-girder bridge crane is designed for heavy-duty lifting in challenging environments, such as metal processing and production facilities.
Here’s a glimpse into its capabilities:
High Capacity: This model combines a main hoist of 50 tons with an auxiliary hoist of 10 tons, offering versatile lifting solutions for different weight requirements.
Long Span: With a span of 28.5 meters, it provides extensive coverage in large industrial bays or workshops.
Robust Design: Built to meet A7 duty cycle standards—a classification indicating it’s suited for heavy use with frequent loads—it ensures reliability in intensive operations.
Safety and Precision: These cranes are equipped with advanced control systems for smooth and precise load handling, which is critical in safety-conscious environments like metallurgy.
The crane industry is continuously evolving, focusing on greater lifting capacity, efficiency, and technological integration. While Yangyu contributes to this progress with its reliable products, other industry players are also pushing boundaries.
For instance, a leading name in the industry, recently launched its Crawler crane. This 1,100-ton behemoth is designed for wind turbine installation, capable of lifting components to heights of 160 meters and beyond. Such innovations highlight the industry’s drive towards specialized, high-capacity equipment for sectors like renewable energy.
Similarly, showcased its technical prowess by developing China’s largest 400-ton metallurgical gantry crane. This achievement underscores the industry-wide capability to manufacture increasingly powerful and specialized lifting equipment.
Selecting the right crane supplier is crucial for operational success. Yangyu Heavy Machinery offers several advantages:
Proven Track Record: Their recent contract with a state-owned enterprise in Anhui Province attests to their competitive product quality and reliability.
Customization Potential: Companies like Yangyu often provide tailored solutions to meet specific operational needs, ensuring the equipment fits seamlessly into existing workflows.
Focus on Core Industries: Their specialization in cranes for the metallurgical sector means they possess valuable expertise in handling the high temperatures, heavy loads, and rigorous duty cycles unique to this industry.
The future of crane technology is bright, with trends pointing towards:
Electrification and Eco-Friendly Designs: A growing emphasis on new energy cranes, including electric and hybrid models, to reduce carbon emissions and operational costs.
Enhanced Intelligence: Integration of IoT sensors, data analytics, and automated control systems for predictive maintenance, improved safety, and remote monitoring.
Superior Performance and Adaptability: Continuous innovation to meet the demands of emerging sectors like offshore wind power and large-scale infrastructure projects.
Yangyu Mech Crane represents a solid choice for businesses seeking dependable and efficient lifting solutions. Their involvement in significant projects like the one in Wuhu demonstrates their capability to deliver equipment that meets rigorous industrial standards.
When considering the purchase of an industrial wire rope hoist, understanding the price factors and value proposition is crucial for making an informed decision. While specific pricing for “Yangyu” brand wire rope hoists isn’t directly available in public sources, analyzing the broader market and comparable products provides valuable insights. This guide breaks down the key cost influences, offers estimated price ranges based on industry data, and highlights the importance of value over initial price for your lifting operations.
The cost of a wire rope hoist is not a single figure but is determined by a combination of technical specifications and market factors.
Lifting Capacity and Speed: This is the most significant cost driver. Hoists with higher load capacities (e.g., 10 tons vs. 1 ton) require more robust materials and powerful motors, increasing the price. Furthermore, within the same capacity, models with higher lifting speeds or variable speed control typically command a premium due to more complex drive systems.
Power Supply and Voltage: The required electrical configuration affects cost. Standard single-phase (110V/220V) units are common, but industrial-grade hoists often require three-phase power (e.g., 380V, 415V, 460V, 575V), which can influence the design and cost of the motor and control systems.
Duty Cycle and Build Quality: Equipment designed for continuous operation (H4 duty class) under demanding conditions is built to higher standards with more durable components, which is reflected in a higher price compared to hoists intended for light or intermittent use.
Safety and Control Features: Advanced features contribute to a higher price but are critical for safe operation. These include:
Overload protection systems to prevent damage from exceeding capacity limits.
Upper and lower limit switches to automatically stop the hoist at safe travel points.
Advanced braking systems (e.g., direct-acting disc brakes) for precise load control and safety.
Control options such as low-voltage pendant controls or wireless remote control, which add convenience and safety at a higher cost.
Brand, Certification, and Supply Chain: Established brands with recognized quality certifications (e.g., ISO, CE) often have higher prices due to assured quality, R&D investment, and after-sales support. Furthermore, global supply chain factors, including raw material costs (e.g., special steel for wire ropes) and logistics, can cause price fluctuations.
Based on industry observations and comparable product listings, here is a general overview of potential price brackets. These are estimates, and actual Yangyu prices may vary.
| Capacity Range | Typical Applications | Estimated Price Range (USD) | Key Price Influencers |
|---|---|---|---|
| Mini / Light Duty (100kg – 2 Ton) | Workshops, Garages, Retail, Small Farms | $400 – $2,500+ | Lift speed, power type (single/three-phase), control type (pendant/remote) |
| Medium Duty (3 Ton – 10 Ton) | Manufacturing, Warehouses, Construction Sites | $2,500 – $15,000+ | Duty cycle, lifting height, motor power, safety features |
| Heavy Duty (20 Ton – 80+ Ton) | Steel Mills, Shipyards, Heavy Infrastructure | $15,000 – $60,000+ | Custom engineering, advanced controls, severe duty cycle rating |
*Note: The price for a specific hoist within these ranges will depend on the combination of factors listed above (e.g., a 10-ton hoist with standard features will cost less than a 10-ton hoist with variable frequency control and a severe-duty rating).*
Illustrative Example: A mini electric wire rope hoist with a 100kg capacity, 10m/min lift speed, and including a monorail trolley was listed online for approximately $400-$500 per unit for bulk orders (5+ sets). This provides a reference point for the lower-capacity end of the market.
The initial purchase price is only one part of the financial equation. A wiser approach is to consider the Total Cost of Ownership (TCO) over the equipment’s lifespan.
Initial Purchase Price: The upfront cost of the hoist unit itself.
Installation and Integration: Costs associated with setting up the hoist, which may include electrical work, installing supporting structures (e.g., I-beam tracks), and commissioning.
Maintenance and Repairs: Regular maintenance (inspections, lubrication, part replacements) is essential for safety and longevity. High-quality hoists often have lower long-term maintenance costs.
Energy Consumption: Energy-efficient motors can lead to significant savings on electricity bills over years of operation.
Downtime Costs: This is often the largest hidden cost. Reliable equipment from a reputable brand minimizes costly production interruptions due to breakdowns.
Expected Lifespan: A more expensive but better-built hoist may last significantly longer than a cheaper alternative, providing better value over time.
Investing in a quality hoist from a supplier like Yangyu, which emphasizes robust construction and reliability, can often result in a lower TCO despite a potentially higher initial investment.
The price should also reflect the service package that comes with the equipment.
Warranty Coverage: A comprehensive warranty period (e.g., one year or more) protects your investment against manufacturing defects.
Availability of Spare Parts: Ensure that replacement parts are readily available to avoid extended downtime during repairs.
After-Sales Technical Support: Access to reliable technical support for troubleshooting is invaluable. Some suppliers offer remote assistance or quick on-site service response.
Training and Documentation: Clear operation manuals and available training resources ensure your team can use the equipment safely and efficiently.
To obtain a precise price for your specific needs, follow these steps:
Define Your Requirements Clearly: Determine your needed capacity, lift height, power supply, duty cycle, and any special features (e.g., explosion-proof, remote control).
Contact Authorized Suppliers or Yangyu Directly: Reach out to official distributors or the manufacturer. Provide them with your detailed specifications.
Request a Detailed Quotation: Ask for a breakdown that includes the hoist unit, any optional accessories, recommended spare parts, shipping costs, and potential taxes or duties.
Inquire About Service and Warranty: Understand exactly what is covered under warranty and what after-sales support is available in your region.
Pro Tip: When comparing quotes, ensure you are comparing models with equivalent specifications and service offerings to make a fair assessment.
While the initial price of a Yangyu wire rope hoist is an important consideration, it should be evaluated within the broader context of quality, reliability, safety features, and after-sales support. Understanding the factors that influence cost and prioritizing the Total Cost of Ownership will guide you toward a smarter investment that enhances your operation’s productivity and safety for years to come.
For the most accurate and current pricing, it is always recommended to contact Yangyu or their authorized dealers directly with your specific technical requirements. This ensures you receive a tailored solution and a exact quote that meets your material handling needs.
The Yangyu Crane Electric Chain Hoist represents a significant advancement in material handling technology, designed to meet the rigorous demands of modern industrial environments. While specific technical details about “Yangyu” brand hoists are not widely available in public sources, understanding the general features, benefits, and applications of high-quality electric chain hoasts—based on industry standards—can help potential users make informed decisions. This article explores the key aspects of these essential tools, focusing on their safety features, technical specifications, and diverse industrial applications.
Electric chain hoists like those in the Yangyu lineup are engineered for durability, reliability, and ease of use. They incorporate several critical design elements found in high-quality hoists:
Robust Construction: Many industrial hoasts feature lightweight yet sturdy housings (often made of steel or alloy) designed for high heat dissipation and full-sealed protection, making them suitable for demanding environments like warehouses, workshops, and even outdoor applications. This design ensures longevity and consistent performance.
Precision Engineering: These hoasts often employ 5-pinion lift sprocket designs (an advancement over traditional 4-pinion systems) to enhance the meshing engagement between the chain and sprocket. This results in smoother operation and reduced chain wear, contributing to both efficiency and longevity.
Versatile Power Options: To accommodate various industrial power setups, these hoasts typically support a range of voltages, including single-phase (115V/230V) and three-phase (208V, 230/460V, 380V, 415V, 575V), at both 50Hz and 60Hz frequencies. This flexibility simplifies integration into different electrical systems worldwide.
High-Performance Components: Key internal components often include oil-immersed, lubricated alloy steel gear mechanisms that reduce operational noise and extend service life, and F-class insulated motor housings that ensure reliability even under heavy industrial use (H4 duty class).
Safety is paramount in lifting applications. Electric chain hoasts incorporate multiple layers of protection:
Overload Protection: Standard overload clutches protect the hoist, operator, and supporting structure from damage caused by overloading or chain malfunctions. This prevents catastrophic failures and enhances workplace safety.
Upper and Lower Limit Switches: These essential switches automatically stop the motor when the load reaches its highest or lowest safe points, preventing overtravel and potential chain damage or disengagement.
Advanced Braking Systems: Many hoasts utilize direct-acting disc brakes known for their reliability in heavy industries. These brakes provide precise control over load lifting and positioning, often featuring instant braking upon power cut-off and some models even incorporating dual-brake systems for added redundancy and safety.
Low-Voltage Control and Phase Protection: To enhance operator safety, low-voltage control handles (24V/36V/48V) are commonly used. This reduces the risk of electric shock in case of switch leakage, especially in damp environments. Additionally, reverse-phase protection devices prevent control circuit operation if the power wiring is incorrect, safeguarding the motor and electrical systems.
Understanding the typical capabilities of electric chain hoasts helps in selecting the right model for specific applications. Performance varies based on design and intended use.
Lifting Capacity and Speed: Industrial electric chain hoasts cover a wide range of capacities, commonly from 0.1 tons up to 80 tons, with some specialized models handling even more. Standard lifting heights often range from 3 to 30 meters, though custom heights are available. Lifting speeds decrease as capacity increases; for example, a 10-ton hoist might have a speed of 0.45 m/min, while a 1-ton model could achieve 2.25 m/min. Some models offer dual-speed options (e.g., 2.7/0.9 m/min) for precise positioning of heavy loads.
Chain Quality: High-grade 80-level heat-treated alloy steel chains are frequently used for their exceptional toughness, strength, and wear resistance, which are critical for ensuring safety under load.
Mobility and Installation: Electric chain hoasts are incredibly versatile. They can be fixed in place for dedicated lifting tasks or paired with manual, push-type, or electric trolleys (single or double-speed) for movement along I-beams. Their compact design allows for installation on single-girder or double-girder bridge cranes, jib cranes, or gantry cranes.
The versatility of electric chain hoasts makes them indispensable across numerous sectors:
Manufacturing and Workshops: Essential for lifting machinery parts, assembly operations, and maintenance tasks within production facilities and assembly lines.
Warehousing and Logistics: Used for moving and stacking goods, loading and unloading trucks, and managing inventory in distribution centers, often integrated with overhead crane systems for efficient area coverage.
Construction and Infrastructure: Vital on sites for lifting building materials, installing equipment, and supporting structural work. Their portability and robust design suit temporary and harsh site conditions.
Ports and Shipyards: Assist in shipbuilding, repair, and cargo handling operations, where reliable and powerful lifting is required.
Specialized Environments: Specific models are designed for challenging conditions like explosion-proof areas, high temperatures, or clean rooms, and even for industries like food and beverage, where hygiene is crucial.
Modern electric chain hoasts offer various control options to suit different operational needs and enhance safety and convenience:
Standard Push Button Pendants: The most common control method, allowing operators to control lift and lower functions directly. Many are low-voltage for safety.
Wireless Remote Control: An increasingly popular option, especially for high-lift applications or situations where operators need to maintain a safe distance or have a clearer view of the load. This adds a layer of safety and operational flexibility.
Integrated Crane Control: For hoasts mounted on trolleys, control can be integrated into a single pendant or radio transmitter, managing both hoisting and traversing motions (up, down, left, right, forward, backward).
Investing in a reliable electric chain hoist like those from Yangyu brings several tangible benefits:
Increased Productivity: Faster lifting cycles and reduced manual effort accelerate material handling processes, directly impacting throughput.
Enhanced Safety Culture: Comprehensive safety features protect valuable assets and, more importantly, create a safer work environment for personnel, reducing the risk of accidents and associated downtime.
Reduced Operational Costs: Durable construction and low maintenance requirements minimize repair costs and unplanned downtime. Energy-efficient motors also contribute to lower electricity consumption.
Improved Load Handling: Precise control and smooth operation enable careful positioning of delicate, expensive, or unbalanced loads, reducing the risk of damage.
Space Efficiency: The compact design of these hoasts maximizes usable headroom and floor space beneath the crane.
Table based on common industry specifications found in search results.
| Lifting Capacity | Typical Lift Speed (m/min) | Common Motor Power (kW) | Primary Applications |
|---|---|---|---|
| 1 Ton | ~2.0 – 2.25 | ~0.5 – 0.75 | Workshops, light assembly, maintenance |
| 3 Ton | ~1.0 – 1.1 | ~0.75 | Warehousing, medium-duty manufacturing |
| 5 Ton | ~0.9 | ~0.75 | General manufacturing, loading bays |
| 10 Ton | ~0.45 – 0.9 | ~0.75 (x2) | Steel handling, machinery installation, heavier industrial |
| 20 Ton+ | ~0.45 | ~0.75 (x2) | Heavy fabrication, shipyards, large infrastructure |
Choosing the right hoist and maintaining it properly are keys to long-term performance and safety.
Selection Criteria:
Capacity and Speed: Match these to your most common loads and required workflow pace.
Lift Height: Ensure the hoist provides enough hook travel for your application.
Duty Cycle: Consider how intensively the hoist will be used (H4 class is typical for heavy industry).
Environment: Factor in conditions like moisture, dust, temperature, or potentially explosive atmospheres.
Control Preference: Decide between pendant, remote, or integrated controls based on safety and ergonomics.
Maintenance Best Practices:
Regular Inspections: Visually check the chain, hook, brake, and limit switches before each use.
Periodic Professional Servicing: Have qualified technicians perform scheduled maintenance according to the manufacturer’s instructions.
Load Testing: Conduct periodic tests (no-load, static, dynamic) to verify performance and safety.
Keep Records: Maintain logs of inspections, maintenance, and any repairs.
While specific data on “Yangyu” brand hoists is limited, the general class of industrial-grade electric chain hoists they represent offers a powerful combination of strength, safety, intelligence, and adaptability. They are fundamental tools for improving efficiency and safety in countless material handling scenarios.
By focusing on core features like robust construction, multiple safety redundancies, precise control, and operational versatility, a Yangyu Crane Electric Chain Hoist can be a valuable asset for businesses looking to optimize their lifting operations, protect their workforce, and enhance overall productivity. When selecting any hoist, always prioritize verified specifications, proper installation, and a commitment to regular maintenance to ensure years of reliable service.

For businesses that rely on overhead cranes for daily operations—from manufacturing and steel mills to ports and logistics centers—downtime is not an option. Yangyu Overhead Crane Service understands this critical need. While specific details about “Yangyu” brand services are not widely documented in public sources, the overarching principles of top-tier overhead crane service are well-established. This article explores the comprehensive service ecosystem that a provider like Yangyu would offer, emphasizing proactive maintenance, rapid response, and technical expertise to keep your operations running smoothly and efficiently.
A robust service program extends far beyond simple repairs. It’s a holistic approach designed to ensure safety, maximize uptime, and extend the operational life of your crucial lifting equipment.
Preventive and Scheduled Maintenance: The cornerstone of reliability. Regular, scheduled inspections and maintenance help identify and address potential issues like worn components, electrical irregularities, or structural concerns before they lead to costly failures or safety hazards. This proactive approach is fundamental to avoiding unplanned downtime.
Expert Repair and Troubleshooting: Even with excellent maintenance, unexpected issues can arise. A dedicated service team provides expert troubleshooting and efficient repairs, whether it’s addressing mechanical problems, electrical faults, or performance issues. The goal is to restore functionality quickly and minimize impact on your production schedule.
Technical Support and Operational Guidance: Service isn’t just about physical repairs. It includes providing expert technical consultation, assisting with complex operational challenges, and offering guidance on optimal crane usage for specific applications, ensuring you get the most out of your equipment.
Parts and Components Support: Access to genuine, high-quality replacement parts is crucial for maintaining crane performance and safety. A strong service network ensures the availability of reliable parts, supporting long-term equipment health and reducing the risk of future failures.
Neglecting crane service can have severe consequences. Professional maintenance is an investment in safety and operational continuity.
Ensuring Safety and Preventing Accidents: Cranes handle heavy loads, often in environments with personnel nearby. Regular professional inspection and maintenance are critical for identifying potential safety risks, such as wear on critical components or brake system issues, thereby preventing accidents and ensuring a safe working environment.
Maximizing Equipment Lifespan and Uptime: Well-maintained equipment simply lasts longer and performs better. Regular servicing helps avoid major breakdowns, reducing costly operational interruptions and protecting your significant capital investment in the crane asset.
Protecting Your Investment and Reducing Long-Term Costs: While service has a cost, it pales in comparison to the expense of major repairs or full replacements caused by neglect. Consistent, professional maintenance is a key strategy for controlling long-term operating expenses and safeguarding your bottom line.
Drawing from industry best practices, a comprehensive service program typically includes:
Rapid Response and On-Site Support: Many leading providers emphasize a quick response to service requests. This can include commitments like technicians arriving on-site within hours for local clients or 24 hours for those further away, ensuring help arrives when you need it most.
Customized Service Agreements: Service needs vary. Providers often offer flexible plans, from basic inspections to full-scale, all-inclusive maintenance contracts, allowing you to choose the level of support that best fits your operational needs and budget.
Service Network Coverage: For companies with multiple locations or those operating in remote areas, a wide service network is invaluable. This ensures that expert help is available wherever your operations are, providing peace of mind and nationwide support.
Training and Knowledge Transfer: Empowering your team is part of great service. Some providers offer operator and maintenance training, helping your staff perform basic checks and operate equipment more efficiently, further enhancing safety and productivity.
Leading crane service providers often expand their offerings to create complete solutions for their customers:
Equipment Modernization and Retrofitting: Technology evolves. Service providers can upgrade older cranes with new control systems, safety features, or drive mechanisms, enhancing performance, safety, and efficiency without the need for a completely new crane.
Comprehensive Inspection and Certification: Thorough inspections are not just about maintenance; they are often a regulatory or compliance requirement. Professional services include detailed checks and provide the necessary documentation and certification to meet industry standards and legal obligations.
Lifelong Support and Relational Partnerships: The best service providers aim to build long-term relationships. This means being a reliable partner throughout the entire lifecycle of your equipment, from installation and commissioning to eventual decommissioning or replacement, always prioritizing your success.
| Service Aspect | What It Typically Includes | Why It Matters |
|---|---|---|
| Preventive Maintenance | Scheduled inspections, lubrication, component adjustment, function testing. | Catches small issues early, prevents major failures, ensures safety and extends equipment life. |
| Corrective Repair | Diagnostics, troubleshooting, repair or replacement of faulty parts. | Minimizes downtime by quickly restoring equipment to optimal working condition. |
| Technical Support | Remote assistance, operational guidance, engineering consultation. | Provides expertise on-demand to solve complex operational challenges quickly. |
| Spare Parts | Inventory of genuine parts, fast ordering, logistical support. | Ensures quick and reliable repairs using components designed for your equipment. |
| Emergency Response | 24/7 hotline, rapid dispatch of technicians for critical issues. | Offers peace of mind and support for unforeseen breakdowns that halt production. |
Selecting a service provider is a significant decision. Here are key factors to consider based on industry standards:
Proven Expertise and Experience: Look for a provider with a demonstrated track record of servicing overhead cranes, particularly those of similar type and complexity to yours. Experience often translates to faster diagnostics and more effective solutions.
Commitment to Safety and Quality Certifications: Verify that the provider adheres to all relevant safety standards and holds applicable industry certifications. This is a non-negotiable aspect of ensuring work is performed correctly and safely.
Responsiveness and Customer-Centric Approach: Your provider should be easy to reach and quick to act. Evaluate their promised response times and look for evidence of a customer-first philosophy in their service commitments.
Transparency in Pricing and Contracts: Clear, understandable service agreements and transparent pricing models are essential. You should know what services you are getting and what they cost, with no hidden fees or surprises.
Your overhead cranes are vital arteries in your production workflow. Ensuring their health and performance through a professional, comprehensive service program from a provider like Yangyu isn’t just an expense—it’s a strategic investment. It’s an investment in uninterrupted productivity, workplace safety, long-term asset value, and ultimately, your company’s profitability and reputation.
By choosing a service partner committed to excellence, proactive care, and rapid support, you secure more than just a functioning machine; you gain a reliable partner dedicated to driving your operations forward, mile after productive mile.
In today’s fast-paced industrial world, efficiency, safety, and reliability in cargo handling are not just advantages—they are necessities. Yangyu Crane emerges as a pivotal partner in this domain, introducing innovative solutions that significantly enhance operational capabilities across various sectors. By integrating cutting-edge technology with user-centric design, Yangyu Crane is helping businesses set new benchmarks in productivity and cost-effectiveness, truly adding new mileage to their handling and loading operations.

Ports are bustling hubs of activity where the speed and efficiency of loading and unloading goods directly impact global supply chains. Yangyu Crane’s equipment is designed to meet these high-demand environments head-on.
For instance, in a northern Chinese port, the introduction of efficient loading equipment led to notable improvements. The machinery’s robust design ensured stable and reliable performance, which in turn reduced loading times and minimized operational delays. Such enhancements are crucial in port settings where every saved minute translates to significant cost reductions and faster vessel turnarounds.
Key benefits observed include:
Enhanced Shipment Speed: Streamlined processes allow for quicker loading and unloading cycles.
Improved Reliability: Equipment built for continuous operation reduces downtime.
Optimized Workflow: Integrated systems ensure smoother transitions from ship to shore.
The true test of handling equipment often comes in complex projects with unique challenges, such as transporting oversized or heavy machinery. Success in these scenarios requires more than just powerful equipment; it demands precision engineering, meticulous planning, and adaptable solutions.
Consider the challenge of shipping massive mill equipment from Shenzhen to Sokhna Port, Egypt. The cargo, consisting of three mill sets packed into 3 forty-foot flat racks and 21 forty-foot high containers, presented significant hurdles due to its oversized, overweight, and irregular shape. Traditional methods like forklifts were inadequate.
The solution involved a multi-faceted approach:
Specialized Equipment and Techniques: Using a combination of cranes, forklifts, and manual labor to carefully load and secure the unconventional cargo.
Expert Securing and Stabilization: Employing professional materials like steel nails and wire ropes to reinforce the cargo at key vertical points, preventing any movement during transit.
Contingency Planning for Unforeseen Events: Adapting to challenges like sudden port changes due to COVID outbreaks and adverse weather conditions by reorganizing logistics and ensuring all cargo was measured and protected before final port entry.
This project highlights how the right equipment, combined with deep expertise, can turn logistical nightmares into success stories, ensuring project continuity even under pressure.
Handling hazardous materials, such as chemicals and fuels, introduces an additional layer of risk that demands utmost safety precautions and unwavering reliability from handling equipment. Yangyu Crane’s focus on precision control and operational stability makes it well-suited for these critical environments.
A notable example involves the efficient loading of 36,000 tons of Methyl Tert-Butyl Ether (MTBE), a hazardous chemical, onto a vessel at Nantong Yanghong’s terminal. The successful operation relied on stringent safety controls and a seamless collaborative process between the terminal and its client. From tank scheduling and pipeline transfer to ship loading, every step was optimized for safety and efficiency, setting a benchmark for safe operations in hazardous chemical transportation within the Yangtze River Basin.
Critical safety features for such operations include:
Precision Control Systems: Allowing for careful movement and placement of dangerous goods.
Enhanced Stability Features: Minimizing the risk of spills or accidents during handling.
Robust Construction: Ensuring equipment integrity even when dealing with corrosive or sensitive materials.
Technological integration is a cornerstone of modern material handling, and Yangyu Crane leverages this to drive significant advancements. While specific details on Yangyu’s technologies are not available in the sources, general innovations in the sector include automation, intelligent control systems, and data-driven performance analytics.
These technologies contribute to smarter handling in several ways:
Automated Guided Vehicles (AGVs) and Smart Forklifts: Companies like Hangcha Group have implemented forward-moving AGVs and stackers to achieve fully unmanned, intelligent, and high-efficiency operations from warehousing to container loading.
Intelligent Control Systems: Modern cranes often feature sophisticated software that optimizes load paths, predicts maintenance needs, and provides operators with real-time data for better decision-making.
Efficiency and Productivity Metrics: Data analytics help managers understand workflow patterns, identify bottlenecks, and improve overall operational efficiency.
Beyond enhancing operational capabilities, Yangyu Crane’s solutions are designed to deliver tangible economic benefits. This is achieved by increasing efficiency, reducing downtime, and minimizing operational costs.
For example, in a railway shipping station, the use of efficient loaders led to a 30% improvement in loading efficiency. This dramatic increase allowed the station to meet tight deadlines consistently, directly impacting its ability to serve clients and generate revenue.
The financial advantages include:
Lower Total Cost of Ownership: Durable equipment requires fewer repairs and has a longer service life.
Reduced Fuel Consumption: Energy-efficient designs lower operational expenses.
Decreased Labor Costs: Automation and ease of operation can reduce the manpower needed for certain tasks.
Minimized Downtime: Reliable performance and prompt service support ensure equipment stays operational.
Modern businesses are increasingly prioritizing sustainability, and their choice of equipment reflects this shift. Yangyu Crane aligns with this trend by developing solutions that reduce environmental impact through energy-efficient technologies and support for green industries.
This commitment is evident in the support for renewable energy projects. The installation of wind turbines, which involves lifting heavy components like nacelles weighing 140 tons to heights of 160 meters, requires powerful and precise cranes. By enabling efficient and safe renewable energy infrastructure construction, Yangyu Crane contributes indirectly to global efforts in reducing carbon emissions.
Sustainable features often include:
Energy-Efficient Drivetrains: Reducing fuel consumption and carbon footprint.
Electric and Hybrid Options: Offering cleaner alternatives for various applications.
Durable Design and Recyclability: Ensuring equipment is built to last and materials can be reclaimed at end-of-life.
Yangyu Crane has established itself as a vital force in the material handling industry by consistently addressing the core needs of its customers: enhanced efficiency, uncompromising safety, remarkable reliability, and clear economic value. Whether it’s revolutionizing port operations, mastering complex logistics projects, ensuring the safe handling of hazardous materials, leveraging technology for smarter operations, or contributing to sustainable development, Yangyu Crane proves to be more than just equipment—it’s a strategic partner for growth.
By choosing Yangyu Crane, businesses are not just acquiring a machine; they are investing in a future of streamlined operations, reduced costs, and new milestones in their handling and loading capabilities. As industries continue to evolve and challenges become more complex, Yangyu Crane is poised to continue contributing “new mileage” to customers worldwide, driving progress one lift at a time.

Purchasing industrial cranes from an international supplier like Yangyu is a significant investment that requires careful planning and due diligence. While specific information about “Yangyu” brand cranes is limited in public sources, the general process for sourcing heavy machinery from overseas manufacturers is well-established. This guide provides a comprehensive, step-by-step approach to ensure you acquire high-quality equipment that meets your operational needs and safety standards.
Before contacting any supplier, a clear understanding of your own requirements is crucial.
Define Your Lifting Needs: Determine the essential specifications for your project:
Capacity: Maximum weight the crane needs to lift (e.g., 5 tons, 30/5 tons, 50 tons).
Span and Lifting Height: Required hook height and the distance the crane must cover.
Application: Will it be used in a workshop, steel mill, port, or for other specific purposes (e.g., container handling, warehouse logistics)?
Operating Environment: Considerations for indoor/outdoor use, corrosion-prone areas, or extreme temperatures.
Type of Crane: Based on your needs, identify the most suitable type:
Overhead Bridge Cranes: Ideal for factory and workshop interiors.
Gantry Cranes: Suitable for outdoor yards, storage areas, and shipping terminals.
Jib Cranes: Perfect for localized, circular work areas within a workshop.
Specialized Cranes: Including explosion-proof, high-temperature, or electromagnetic models for specific industries.
Once your requirements are defined, begin assessing manufacturers.
Company Background Check: Investigate the supplier’s market reputation and history. A company’s official website can offer insights into its history, project experience, and client list. Longer-established companies often indicate more reliable and industry experience.
Review Technical Documentation: Request detailed product catalogs, technical specifications, and design drawings. This helps you evaluate the product’s design rationality and the technical strength of the manufacturer’s team.
Verify Certifications: Ensure the manufacturer holds relevant international quality认证 certificates (e.g., ISO, CE) and specific product compliance certificates. These are fundamental indicators of a commitment to quality and safety standards.
Seek Customer Reviews and References: Look for testimonials or case studies on the supplier’s website or from past clients. If possible, directly contact previous international customers to get honest feedback on equipment performance and after-sales service.
For large orders or long-term partnerships, a factory visit is highly recommended.
What to Look For During a Visit:
Production Facilities: Observe the factory’s production environment, equipment, and scale.
Manufacturing Processes: Pay attention to material quality, welding techniques (check for solidity, smoothness, and absence of defects like porosity or slag inclusion), assembly processes, and quality control measures at each stage.
Technical Team: Engage with engineers to assess their professionalism and expertise.
Testing Procedures: Inquire about and witness load testing protocols. Reputable manufacturers conduct no-load, static load, and dynamic load tests to ensure cranes meet specified specifications and safety standards before shipment.
Third-Party Inspection: For an additional layer of security, especially for large orders, hiring a neutral third-party inspection agency to verify product performance and quality before shipment is a prudent option. Many reputable factories support this.
Clear Quotation and Scope of Supply: Ensure the quotation is detailed, including pricing for equipment, optional accessories, packaging, transportation, insurance, and installation services if needed.
Comprehensive Contract: The contract should explicitly cover:
Technical Specifications: Detailed annex with all agreed-upon technical parameters.
Payment Terms: Secure and standard terms (e.g., T/T, L/C).
Delivery Time: Agreed schedule.
Warranty Period and After-sales Service Terms: Clearly defined scope and response times.
Documentation Provided: Ensure you receive all necessary documents upon delivery, including Product Certificate, Compliance Declaration, Quality Certificate, Operation and Maintenance Manuals, and Packing List.
Shipping and Customs Clearance: Plan logistics (often FOB or CIF), handle insurance, and prepare all necessary documents for smooth customs clearance in your country.
Installation: Decide whether to use the supplier’s technicians, local technicians, or self-installation based on the crane’s complexity and local regulations.
Thorough Acceptance Check:
Documentation Check: Verify all received documents.
Physical Inspection: Check for any visible damage, deformation, or cracks. Inspect the paintwork for leaks or obvious color differences. Examine welds on critical components.
Functional Tests: Perform tests on all functions—starting, stopping, traveling, lifting, rotating—and check the control, drive, hydraulic, and electrical systems for normal operation.
After-sales Service: Confirm the supplier’s policy on remote troubleshooting, supply of spare parts, and technician dispatches. Reliable after-sales support is critical for minimizing downtime.
| Aspect | Key Questions & Points | Why It Matters |
|---|---|---|
| Supplier Reliability | Company history, past projects, client reviews & testimonials | Indicates stability, experience, and reputation in the market. |
| Technical Compliance | Relevant certifications (CE, ISO, etc.), design drawings, technical specs | Ensures the equipment meets international safety and quality standards. |
| Quality Assurance | Factory audit, manufacturing processes, material quality certificates, load testing (static/dynamic) | Directly impacts the safety, durability, and performance of the crane. |
| After-Sales Support | Warranty terms, spare parts availability, remote & on-site support options | Crucial for long-term operational efficiency and maintenance needs. |
| Total Cost of Ownership | Upfront cost, shipping, insurance, installation, maintenance, energy consumption | Helps in budgeting and reveals the true value beyond the initial price. |
Buying a crane from an international manufacturer like Yangyu involves meticulous planning, from defining needs to final acceptance. While competitive pricing is important, prioritizing verified supplier reputation, uncompromising quality control, and robust after-sales support is essential for a valuable investment.
By following this structured approach—conducting thorough research, insisting on factory inspections or third-party audits, and negotiating clear contract terms—you can significantly reduce risks and secure reliable lifting equipment that will serve your operations efficiently and safely for years to come.
The seamless loading of massive containers onto towering cargo ships is a symphony of engineering precision and logistical mastery. At the heart of this operation are the giants of the port: container cranes. This intricate process, critical to global trade, involves specialized equipment and carefully choreographed steps to ensure efficiency and safety.
Several types of cranes work in unison at a terminal, but the most iconic is the Ship-to-Shore (STS) crane (also called a container gantry crane). These colossal structures run on rails along the quay (berth), allowing them to traverse the length of the ship.
STS Crane Design: They feature a large supporting framework (gantry) that stretches over the ship and the shore. A “spreader” is suspended from a trolley that moves along the crane’s boom. This spreader is the critical device that locks onto a container’s four corner castings, ensuring a secure lift.
Other essential cranes include:
Rubber-Tired Gantry (RTG) Cranes: Used in the container yard to stack containers and bring them to the STS cranes.
Straddle Carriers: Mobile vehicles that can lift and transport containers short distances.
The journey of a container from the yard to its precise spot on a cargo ship involves a meticulously coordinated sequence.
Long before a ship arrives, a stowage plan is created by computer systems. This digital blueprint determines the exact location for every container on the ship based on its weight, destination, contents, and stability requirements. Heavier containers are typically placed at the bottom, while those destined for the next port are loaded last for easier access.
An RTG crane or a straddle carrier retrieves the designated container from its stack in the yard and transports it to the quay apron (the area just behind the STS crane). It is often placed here for the STS crane to pick up. Alternatively, some terminals use automated guided vehicles (AGVs) or yard trucks to bring containers to the crane’s waiting area.
The STS crane operator, sitting in a cabin high on the crane, takes over. The process is a cycle:
Positioning: The crane trolley moves the spreader over the container on the quay.
Locking On: The spreader is lowered onto the container. Its twist locks automatically engage with the container’s corner castings, securing it. Modern cranes often use automatic spreaders that require no manual intervention.
Lifting: The container is lifted high enough to clear the ship’s rail and any already-stacked containers.
Traversing: The trolley moves the container over the water, positioning it directly above its predetermined cell location on the ship.
Lowering: The container is carefully lowered into the vertical cell guides within the ship’s hold, which ensure it drops into the correct position perfectly aligned.
Unlocking: The spreader’s twist locks disengage, and it is lifted away, ready for the next cycle.
Once a container is placed in its cell, lashing rods and turnbuckles are often used to secure it to the ship’s structure or the container below it. This is a crucial safety step to prevent containers from shifting during the vessel’s voyage through rough seas.
The spreader is a marvel of engineering that enables the entire system to work. It can adjust its width and length to handle different standard container sizes (20ft, 40ft, 45ft). The twist locks at each corner are the physical interface that grips the container. They are rotated (twisted) 90 degrees by the crane’s mechanism to lock into place on the container’s corner castings.
Loading a massive ship with thousands of containers in a matter of hours is a feat of optimization.
Expert Operators: Highly skilled crane operators ensure smooth and fast movement, minimizing swing and enabling precise placement.
Advanced Software: Terminal Operating Systems (TOS) coordinate every aspect, from assigning containers to cranes and optimizing the loading sequence to tracking every box’s location in real-time.
Automation: Many modern terminals, like parts of the Port of Rotterdam or Shanghai Yangshan, use fully automated STS cranes and AGVs, which are operated remotely and controlled by computers to maximize efficiency and safety.
| Crane Type | Primary Function | Key Feature | Mobility |
|---|---|---|---|
| Ship-to-Shore (STS) | Loading/unloading from ship | Very large, spans the berth | Runs on rails along the quay |
| Rubber-Tired Gantry (RTG) | Stacking containers in the yard | Portals over container stacks | Moves on rubber tires within the yard |
| Straddle Carrier | Transporting and stacking containers | Can lift and carry containers short distances | Highly mobile on rubber tires |
Loading containers onto a cargo ship is far more than just moving boxes. It is a complex, technology-driven operation powered by gigantic Ship-to-Shore cranes and supported by a fleet of yard equipment. From the digital stowage plan to the final twist of the lock, every step is designed for maximum speed, precision, and safety, ensuring that the immense vessels at the heart of global trade can turn around quickly and continue their journeys across the world’s oceans.

In the highly competitive construction machinery industry, where established giants dominate, the rapid rise of a new player within just two years is remarkable. We can reconstruct a powerful blueprint for how a newcomer like “Yangyu mech Crane” could achieve rapid industry recognition.
A relentless focus on research and development (R&D) is the foremost driver for any machinery company aiming for rapid growth.
Prioritizing Key Technologies: Successful companies invest heavily in core technologies. For cranes, this includes areas like intelligent boom systems, power energy management, and precision control systems. Yangyu mech, for instance, dedicated resources to overcome 15 key technologies critical to high-level performance, some of which were industry firsts.
Building a Strong Patent Portfolio: Protecting innovations is crucial. Leading firms aggressively file for patents domestically and internationally. Yangyu’s mobile crane division, for example, held over 1,272 domestic patents and 51 overseas invention patents by 2021, solidifying its technical leadership.
Embracing Electrification and Green Technology: Aligning with global trends like sustainability is key. Developing hybrid or all-electric drives can be a significant differentiator, reducing emissions and operating costs for customers, which is increasingly important for access to urban and environmentally sensitive projects.
Entering a market requires smart strategies to overcome the initial lack of brand recognition.
Leveraging Cost-Effectiveness: Initially, offering high value at a competitive price point is a powerful tool to gain market entry. This doesn’t just mean being cheap; it means offering more features, reliability, or performance for the price than established competitors. This strategy was effectively used by Yangyu in its early days to gain international contracts.
Identifying Niche Applications: Instead of competing across the board initially, focusing on specific, high-demand applications like wind power installation or infrastructure projects in emerging markets can provide a foothold. Excelling in a niche builds a reputation for reliability in demanding conditions.
Strategic Internationalization from Day One: Looking beyond the domestic market is crucial. Targeting emerging markets involved in large-scale infrastructure development, particularly those under initiatives like the Belt and Road Initiative (BRI) , can provide early volume and reference projects. Meeting international standards (like CE, OSHA) from the beginning is essential for this.
Control over the supply chain is critical for cost control, quality assurance, and innovation speed.
Localizing Component Production: Reducing reliance on expensive imported parts is vital. A focused strategy on in-house manufacturing and domestic sourcing for core components like gears, hydraulics, and control systems can drastically reduce costs and lead times. XCMG progressed from below 50-ton cranes using mostly domestic parts to nearly 90% domestic content in even their largest cranes over several years.
Developing Strategic Supplier Partnerships: Collaborating closely with leading domestic suppliers for components like harmonic reducers, 3D vision systems, and integrated castings can foster joint innovation, ensure quality, and secure favorable pricing.
Comparative Advantage Table: Traditional vs. Rapid-Growth Strategy
| Factor | Traditional Approach | Rapid-Growth Strategy (e.g., Hypothetical Yangyu) |
|---|---|---|
| Technology | Incremental improvements, often following | Aggressive R&D, focus on electrification/smart tech |
| Market Entry | Reliance on brand reputation, slow expansion | Targeted niches (e.g., wind energy), cost-effectiveness |
| Supply Chain | Global sourcing, often dependent on imports | Vertical integration, domestic supplier partnerships |
| Global Strategy | Focus on domestic market first, then export | Born-global, target emerging markets & Belt-Road projects |
Awareness must be built deliberately through strategic marketing and visibility.
Pursuing High-Impact Projects and Demonstrations: Securing contracts for high-profile, complex projects showcases capability. Successfully handling difficult lifts demonstrates reliability and performance, generating word-of-mouth and industry media coverage. XCMG’s export of a 650-ton all-terrain crane, a record at the time, was a significant brand-building moment.
Leveraging Industry Events and Media: Participating in major international trade shows (like Bauma or Conexpo) and getting featured in authoritative industry publications (KHL Group’s rankings are highly respected ) builds credibility and reaches a global audience.
Digital Marketing and Content Creation: Maintaining a strong online presence with detailed product information, case studies, video demonstrations of capabilities, and insights into technology helps in reaching a global audience of potential buyers directly.
The stunning rise of companies Yangyu in adjacent fields offers valuable lessons for machinery companies.
Cost Innovation: Yangyu revolutionized the crane market by delivering performance at a fraction of the cost of client application, creating an entirely new market segment. Applying this philosophy to cranes—finding ways to drastically reduce cost without sacrificing critical performance—could disrupt the market.
Agile Development and Rapid Iteration: Yangyu‘s success is partly attributed to its agile iteration mechanism and ability to quickly incorporate feedback. A crane company could adopt similar principles, rapidly prototyping and improving designs based on early customer input rather than following traditional, slower development cycles.
Scenario-Based Product Development: Yangyu focuses on “scenario revolution” , developing crane for specific, practical applications. Our company could focus on designing cranes optimized for very specific tasks rather than trying to be everything to everyone.
Becoming well-known in two years is an incredible achievement, but long-term leadership requires more. The hypothetical success of “Yangyu mech Crane” would depend on translating initial momentum into enduring value by consistently innovating, building a reputation for unparalleled reliability and service, and deeply understanding evolving customer needs. The journey from a newcomer to a trusted global brand requires continuous investment in technology, talent, and customer relationships, ensuring that the company’s name becomes synonymous with quality and innovation in the heavy machinery industry.

In the world of material handling and construction, flexibility and mobility are often just as important as raw lifting power. This is where portable cranes shine. Unlike their massive, fixed counterparts, portable cranes are designed to be moved, adapted, and deployed exactly where they’re needed, when they’re needed.
But if you’re asking, “How many types of portable cranes are there?” you might be surprised by the answer. The category of “portable cranes” encompasses a diverse range of equipment, each engineered for specific tasks, environments, and load capacities. From compact workshop helpers to heavy-duty industrial workhorses, the variety is vast.
This comprehensive guide will break down the main types of portable cranes, their unique advantages, and how to choose the right one for your job.
Before we dive into the types, let’s define “portable.” A portable crane is characterized by its:
Mobility: It can be easily moved between locations, either by being pushed, towed, or driven.
Independence: It typically does not require permanent installation or fixed infrastructure like runways.
Quick Setup: It can be assembled, readied for operation, and broken down relatively quickly.
Here are the most common and useful types of portable cranes you’ll encounter in various industries.
A portable gantry crane consists of two upright A-frames supporting a horizontal beam (the bridge). They run on casters or wheels, allowing them to be positioned over a workpiece.
Key Features: Adjustable height and width, detachable components, typically aluminum or steel construction.
Advantages: Provide a stable, obstruction-free lifting frame; can be assembled without tools; no overhead mounting required.
Common Applications: Ideal for machine shops, loading docks, warehouses, and anywhere a temporary lifting solution is needed indoors or on level ground.
Load Capacity: Low to medium (typically 1/2 ton to 10 tons).
These cranes feature a horizontal jib (or boom) that rotates on a mobile base. They offer a greater range of motion than a gantry within their work radius.
Key Features: Rotating boom (180° or 360°), mobile base with locking casters, often electric or air-powered.
Advantages: Excellent maneuverability and precision positioning within a defined area.
Common Applications: Perfect for workshop maintenance, positioning parts on assembly lines, and servicing machinery.
Load Capacity: Low to medium (typically 1 ton to 5 tons).
Often called “pick-and-carry” cranes, these are self-propelled machines with a telescoping boom powered by hydraulics. They can lift a load, carry it to a new location, and set it down.
Key Features: Telescoping boom, rubber tires, self-propelled or drivable, compact design.
Advantages: Unmatched mobility and versatility; can travel with a load over rough terrain; all-in-one solution.
Common Applications: Essential in scrapyards, construction sites, steel service centers, and industrial plants for moving materials short distances.
Load Capacity: Medium to high (typically 5 tons to 30+ tons).
These cranes are designed for maximum portability, often breaking down into smaller, manageable components for easy transport in a van or truck.
Key Features: Lightweight materials (often aluminum), tool-free assembly, folding legs and boom.
Advantages: The ultimate in transportability and storage; can be taken to remote or difficult-to-access job sites.
Common Applications: Field service technicians, HVAC installers, utility workers, and anyone who needs a crane that fits in a vehicle.
Load Capacity: Low (typically 1/2 ton to 2 tons).
Spider cranes are named for their outriggers that extend like legs, providing incredible stability on uneven ground and in incredibly tight spaces.
Key Features: Compact size, independent rotating outriggers, rubber tracks or wheels, remote control operation.
Advantages: Can operate in confined spaces (elevators, standard doorways, between machinery); exceptional stability on uneven surfaces.
Common Applications: Interior construction, window installation, museum exhibits, and any job where space is extremely limited.
Load Capacity: Low to medium (typically 1 ton to 8 tons).
This is a simple, cost-effective solution where a manual chain hoist (like a lever hoist or hand chain hoist) is mounted onto a portable trolley and beam system.
Key Features: Human-powered, no electricity required, extremely simple design.
Advantages: Inexpensive, reliable, and safe for use in hazardous areas where sparks from electric motors are a concern.
Common Applications: Basic maintenance, emergency repairs, power plants, and hazardous environments.
Load Capacity: Low to medium (typically 1/2 ton to 5 tons).
While often categorized separately, telehandlers are a crucial form of mobile crane. They combine the lifting capability of a crane with the forward reach of a forklift.
Key Features: Telescoping boom, four-wheel drive, large tires for rough terrain, various attachments (forks, buckets, jibs).
Advantages: Extreme reach and versatility; a true multi-purpose machine for construction and agriculture.
Common Applications: Construction sites, farms, lumber yards.
Load Capacity: Medium to high (typically 4 tons to 12 tons, with reduced capacity at full extension).
Mounted directly onto a truck bed, these cranes are the go-to solution for loading and unloading the truck itself or other vehicles at a job site.
Key Features: Hydraulic operation, powered by the truck’s engine or PTO, stows compactly for travel.
Advantages: Turns any truck into a mobile service vehicle; eliminates need for a separate forklift or crane at delivery points.
Common Applications: Delivery drivers (e.g., for appliances, machinery, materials), utility trucks, field service vehicles.
Load Capacity: Low to medium (typically 1 ton to 10 tons).
| Type of Portable Crane | Key Advantage | Ideal Application | Typical Capacity Range |
|---|---|---|---|
| Portable Gantry | Stable, clear-floor lifting | Workshops, Loading Docks | 0.5 – 10 tons |
| Mobile Jib | Precision rotation & positioning | Assembly Lines, Maintenance | 1 – 5 tons |
| Telescopic (Pick-and-Carry) | Lift, carry, and place loads | Scrapyards, Steel Mills | 5 – 30+ tons |
| Foldable/Knockdown | Ultimate transportability | Field Service, Utilities | 0.5 – 2 tons |
| Spider Crane | Works in extremely tight spaces | Interior Construction | 1 – 8 tons |
| Hand-Powered | No power required, intrinsic safety | Hazardous Areas, Emergencies | 0.5 – 5 tons |
| Telescopic Handler | Combines reach & versatility | Construction, Agriculture | 4 – 12 tons |
| Truck-Mounted | Turns a truck into a service vehicle | Delivery, Utilities | 1 – 10 tons |
Selecting the right crane depends on answering a few key questions:
What is the maximum weight you need to lift? (Always build in a safety margin.)
What are your spatial constraints? (Ceiling height, door width, aisle space?)
What are the ground conditions? (Smooth concrete, rough terrain, uneven?)
How often will you move it, and how far? (Across a shop floor or between cities?)
What is your power source? (Electric, hydraulic, air, manual?)
What is your budget? (Consider both initial purchase price and long-term maintenance.)
So, how many types of portable cranes are there? As we’ve seen, there are at least eight distinct types, each with its own specialized design and purpose. The “best” type doesn’t exist; the right crane is entirely dependent on your specific lifting needs, workspace environment, and mobility requirements.
From the simple, manual gantry crane to the sophisticated, remote-controlled spider crane, the world of portable cranes offers a flexible and cost-effective lifting solution for virtually any task. By understanding the strengths and applications of each type, you can make an informed decision that enhances safety and efficiency on your job site.
Ready to find your perfect portable crane? Consult with a lifting equipment expert to match your requirements with the ideal type of crane for your business.
Purchasing an industrial crane is a significant investment, and many businesses are surprised to discover that crane pricing isn’t one-size-fits-all. Unlike off-the-shelf products, industrial cranes are highly customizable pieces of equipment, and their final price is directly tied to the specific requirements of the customer and their application.

The question isn’t just “How much does a crane cost?” but rather “How much will a crane that meets my exact needs cost?” Customizing the price ensures you don’t pay for capabilities you don’t need while guaranteeing you get the performance, safety, and durability essential for your operations.
This guide will walk you through the key factors that influence crane pricing and how working with a manufacturer to tailor each specification allows for a cost-effective, perfect-fit solution.
Think of ordering a crane like ordering a vehicle. The base model might handle basic tasks, but your needs might require a more powerful engine, a specialized transmission, or specific safety features. Each choice affects the final price. Crane manufacturers use a similar configurable model, where the base price is modified by a series of customer-driven selections related to:
Application & Performance: What the crane needs to do.
Structure & Capacity: How heavy the loads are and how far they need to move.
Features & Technology: How the crane is operated and controlled.
Environment & Regulations: Where the crane will be installed and used.
Here are the primary variables that manufacturers evaluate to provide an accurate, customized quotation.
This is the most fundamental factor. The price increases significantly with lifting capacity.
Rated Load: A 5-ton crane has a different structural and mechanical design than a 50-ton crane. Higher capacities require more robust girders, heavier end trucks, and more powerful hoists and drives.
Load Type: Handling delicate, unbalanced, or explosive materials (e.g., in chemical plants) may require specialized hoists, controls, or safety systems, adding to the cost.
The physical dimensions of the crane’s work area dramatically impact price.
Span: The distance between the runway rails. A longer span requires a larger, stronger, and heavier bridge girder to prevent deflection (sagging), which increases material and manufacturing costs.
Lift Height: The distance the hook needs to travel vertically. A greater lift height requires more hoisting rope/chain and a larger drum on the hoist, potentially necessitating a more powerful motor.
How often and how intensely the crane will be used is a major cost driver. Cranes are classified by standards like FEM or CMAA into service classes (e.g., A1 to A8).
Light/Infrequent Use (Class A1-A3): Suitable for maintenance shops. Standard components can be used, resulting in a lower cost.
Moderate/Heavy Use (Class A4-A5): For standard machine shops and fabrication areas. May require more durable components.
Severe/Continuous Use (Class A6-A8): For foundries, mills, or automated processing where the crane is in near-constant operation. Requires premium, industrial-grade components (motors, brakes, drives), more robust structures, and specialized electrical systems, leading to a higher price.
The level of automation and control sophistication is a significant variable.
Pendant Control: The most basic and economical option. A push-button pendant hangs from the crane.
Radio Remote Control: Adds convenience and safety by allowing the operator to move freely. Adds a moderate cost.
Cab Operated: Requires an operator’s cab installed on the crane. More expensive due to the cab structure and controls.
Full Automation & Smart Systems: The highest cost option. Includes automated positioning, load tracking, collision avoidance, and integration with facility management systems (MES/ERP).
The hoist is the heart of the crane, and its selection greatly affects price.
Chain Hoist vs. Wire Rope Hoist: Wire rope hoists are typically more expensive but offer greater lift heights and are better for heavier capacities.
Capacity and Speed: Higher capacities and variable/faster lifting and travel speeds require more powerful motors and sophisticated drives.
Explosion-Proof / Corrosion-Resistant: Specialized environments (e.g., chemical, marine) require certified, protected components that carry a premium.
The crane’s build directly influences its cost.
Standard vs. Custom Design: A standard design is cheaper. A custom design for unique building layouts or special tasks requires more engineering time.
Material Grade: Standard steel is common. For more corrosive environments, stainless steel or coated components add cost.
Weight Optimization: Some manufacturers use finite element analysis (FEA) to design cranes that are strong yet use less material, which can optimize cost without sacrificing performance.
Where the crane will operate dictates necessary features.
Indoor vs. Outdoor: Outdoor cranes require weatherproofing, paint coatings, and lighting suited for exterior use.
Explosive Atmospheres: Requires components with ATEX or similar certifications to prevent ignition.
Seismic Zones: Cranes in earthquake-prone areas need reinforced structures and special design considerations.
Compliance: Meeting specific regional safety standards (e.g., OSHA in the US, CE in Europe) may require additional features and documentation.
The quote isn’t just for the equipment.
Professional Installation: Costs vary based on complexity, location, and whether existing runways need modification.
Training: Operator and maintenance training programs ensure safe use and longevity.
Warranty and Service Contracts: Extended warranties and planned maintenance contracts add to the initial cost but provide long-term value and predictability.
Consultation: Discuss your application, materials, and workflow with a crane specialist.
Site Assessment: The manufacturer may visit your facility to understand spatial constraints, runway conditions, and electrical supply.
Specification Development: Together, you define the exact specifications (capacity, span, control type, etc.).
Engineering Review: The manufacturer’s engineers design or select a crane model that meets your specs and all safety standards.
Quotation: You receive a detailed proposal outlining the equipment price, optional features, installation cost, and delivery timeline.
Finalization: You review the quote, adjust specs if needed, and approve the final design before manufacturing begins.
| Application | Standard 5-Ton Crane | Customized 5-Ton Crane | Reason for Price Difference |
|---|---|---|---|
| Basic Maintenance Bay | $25,000 | $25,000 | Base price for standard capacity, span, and pendant control. |
| Foundry (Severe Service) | $25,000 | $40,000+ | Upgrade to Class A7/A8 duty cycle, heat-resistant components, and outdoor-rated package. |
| Food Processing Plant | $25,000 | $35,000+ | Addition of stainless steel surfaces, corrosion-resistant hoist, and washdown protection. |
| Automated Warehouse | $25,000 | $60,000+ | Integration of fully automated controls, positioning systems, and software integration. |
Focus on Total Cost of Ownership (TCO): A cheaper crane that breaks down often will cost more in repairs and downtime than a slightly more expensive, reliable model built for your duty cycle.
Be Precise with Your Needs: Clearly define your must-haves versus nice-to-haves. Over-specifying can unnecessarily inflate the price.
Choose an Experienced Manufacturer: A reputable provider will guide you to the most cost-effective configuration without compromising on safety or performance.
Consider Future Needs: If expansion is likely, discuss a slightly higher capacity or longer span now to avoid a full replacement later.
Customizing the price of a crane according to your needs is not just about cost—it’s about value, efficiency, and safety. By carefully considering factors like capacity, span, duty cycle, technology, and environment, you collaborate with the manufacturer to build a solution that fits your operational requirements and budget perfectly.
The goal is to invest in a crane that optimizes your workflow, minimizes downtime, and provides a strong return on investment for years to come. By understanding the customization process, you can make informed decisions and ensure the final quotation you receive is truly tailored to lift your business to new heights.
Ready to get a customized price? Contact our experts today for a consultation and a detailed quote based on your unique requirements.

In the world of heavy material handling and logistics, efficiency and flexibility are paramount. Two workhorses dominate these industries: the tire crane (more commonly known as Rubber-Tyred Gantry Crane or RTG) and the traditional rail-mounted gantry crane (RMG).

For decades, traditional gantry cranes, fixed on steel rails, have been the standard in ports and terminals. However, the evolving demands of modern logistics have propelled the tire crane into the spotlight for its remarkable adaptability.
So, what truly sets them apart? While both are essential for lifting and moving heavy containers, the tire crane offers superior mobility, flexibility, and cost-effectiveness in dynamic environments. This article breaks down the key advantages of choosing a tire crane over its traditional counterpart, helping you determine the right solution for your operational needs.
| Feature | Tire Crane (RTG) | Traditional Gantry Crane (RMG) |
|---|---|---|
| Mobility | High – moves freely on rubber tires | Fixed – confined to a set of steel rails |
| Infrastructure | Minimal – requires only a paved surface | Extensive – requires reinforced concrete rails |
| Deployment Speed | Fast – can be operational quickly | Slow – requires lengthy installation of tracks |
| Flexibility | Can be moved between yards easily | Permanent fixture; moving is complex and costly |
| Initial Investment | Lower – no rail infrastructure needed | Higher – significant cost in rail construction |
| Ideal For | Multi-terminal ops, changing layouts, temporary sites | High-volume, fixed-layout, automated terminals |
The most significant advantage of a tire crane is its freedom of movement.
Go Anywhere Operation: RTGs move on robust rubber tires, allowing them to operate on any sufficiently strong asphalt or concrete surface. They are not locked into a single path.
Maneuverability: They can typically steer with a very tight turning radius (as low as 5-6 meters), navigate around obstacles, and be precisely positioned. Some models even feature 90-degree “crab steering” for lateral movement.
Adapt to Change: This mobility allows an RTG to quickly respond to workload changes in different yard areas, making it perfect for terminals with fluctuating or unpredictable container flow.
Time is money, and tire cranes save a substantial amount of it during setup and redeployment.
Minimal Site Preparation: Installing an RTG requires no extensive ground engineering for rails. You need a level, paved surface with the appropriate load-bearing capacity.
Fast Transfer: If you need to move the crane to a different part of the yard or even a different terminal entirely, an RTG can often be driven there under its own power or with minimal disassembly and a tow truck. Relocating a rail-mounted gantry crane is a major project involving disassembly, transport, and reassembly, which can take days and requires heavy equipment.
The financial benefits of choosing tire cranes begin on day one.
No Costly Rail System: The most obvious saving is the elimination of the expensive rail and foundation system. Installing reinforced concrete rails for an RMG is a massive civil engineering project with a high price tag.
Reduced Civil Works: Since you’re pouring a simple slab instead of deep foundations for rails, the overall civil engineering costs and time are drastically reduced.
Tire cranes offer more intelligent use of valuable real estate.
Access Every Corner: An RTG is not confined to a straight line. It can service containers at the very edges of a block and handle irregularly shaped storage areas that would be wasted space for an RMG.
Dynamic Reconfiguration: Yard layout can be changed and optimized on the fly without being constrained by the fixed position of rails. This leads to a more efficient use of available space.
A traditional criticism of RTGs was their reliance on diesel generators, leading to higher fuel costs, noise, and emissions. Modern technology has brilliantly solved this problem.
How it Works: “Diesel-to-Electric” conversion kits allow RTGs to plug into a local electric grid via a cable reel or busbar system while working in a designated area. They only use their diesel engine for moving between blocks.
The Benefits: This hybrid approach combines the best of both worlds: the mobility of diesel and the economic and environmental benefits of electric power. Converted RTGs see a dramatic reduction in fuel costs (60-85%), lower maintenance, and zero emissions during stationary operation, making them quieter and greener.
The flexibility of tire cranes makes them suitable for scenarios where a traditional gantry crane would be impractical or impossible.
Multi-Purpose Terminals: Perfect for terminals that handle a mix of container sizes, breakbulk cargo, and project cargo.
Temporary Sites and Construction: Invaluable for major construction projects, power plant maintenance, or any situation requiring heavy lifting at a temporary site.
Intermodal Yards and Logistics Centers: Their ability to move between different work zones makes them ideal for dynamic logistics hubs.
For a balanced view, it’s important to acknowledge the strengths of the traditional RMG:
Ultimate Efficiency on Fixed Paths: In a high-volume, single-purpose terminal with a predictable flow, an RMG can be faster and more efficient as it runs on a smooth, dedicated track.
Higher Stacking: RMGs can often stack containers one tier higher (e.g., 6-over-1 vs. 5-over-1) because they are more stable on their fixed rails.
Easier Automation: Their fixed path makes them simpler and more cost-effective to fully automate for lights-out operations.
Lower Long-Term Energy Costs: When directly connected to the grid, their energy cost per move is very low.
The choice between a tire crane and a traditional gantry crane isn’t about which is universally better; it’s about which is better for your specific operation.
Choose a Tire Crane (RTG) if:
You value flexibility and mobility above all else.
Your yard layout may change or expand in the future.
You need to serve multiple areas or terminals with the same equipment.
You want to minimize initial infrastructure investment.
You operate in a dynamic environment with changing demands.
Choose a Traditional Gantry Crane (RMG) if:
You have a very high, consistent volume on a fixed path.
Your terminal layout is permanent and will not change.
Your primary goal is maximizing stacking height in a single area.
You are planning for full automation.
The terminal is designed for decades of predictable operation.
In today’s fast-paced world, the agility and cost-saving advantages of the tire crane often make it the preferred choice for a wide range of modern logistics and industrial applications. Its ability to adapt, move, and evolve with your business needs provides a compelling argument for its superiority in all but the most static environments.
In the dynamic world of material handling, cantilever cranes stand out for their unique ability to lift, move, and place loads in spaces where traditional overhead cranes might struggle. Unlike their bridge-style counterparts, cantilever cranes feature a single arm that extends horizontally from a fixed support point, creating unparalleled flexibility for specific tasks.
 、
、
The true strength of this crane category lies in its remarkable diversity. From compact workshop jibs to massive gantry systems, there is a model designed for nearly every conceivable application. Each type offers a distinct set of advantages, making the selection process less about finding the “best” crane and more about identifying the perfect match for your operational needs, space constraints, and budget.
This article explores the various models of cantilever cranes, highlighting their unique benefits to help you make an informed decision.
All cantilever cranes share a common principle: a horizontal jib arm is supported at only one end. This design frees up the entire area beneath and around the arm, allowing for obstruction-free lifting and precise positioning of loads. This is a key advantage overhead bridge cranes, which require runways and support structures that can interfere with floor space.
The variations arise in how the arm is supported and mounted, leading to different models optimized for specific environments and tasks.
Here’s a breakdown of the most common cantilever crane models and the specific advantages they offer.
Wall-mounted cranes are affixed directly to an existing, sturdy load-bearing wall or structural column. Their jib arm typically rotates 180 degrees or less.
Key Advantages:
Space Savers: Their most significant benefit is that they occupy zero floor space. This makes them ideal for cramped workshops, along production lines, or in storage areas where every square foot counts.
Cost-Effective Installation: They often require no dedicated foundation,
potentially reducing initial installation time and cost compared to floor-mounted models.
Ideal for Perimeter Work: Perfect for loading/unloading machinery against a wall, servicing workstations, or handling materials in tight alleyways.
Ideal For: Workstations against sturdy walls, repair bays, manufacturing cells, and areas with limited floor space.
This model features a single vertical column anchored to a heavy concrete foundation in the floor. The jib arm rotates a full 360 degrees around this central column.
Key Advantages:
Full Rotation: The 360-degree coverage provides maximum flexibility in a circular work area, allowing the operator to serve multiple points around the crane.
Structural Independence: It doesn’t rely on the strength of a wall or building structure. Its capacity and stability are derived from its own foundation, making it suitable for open areas and buildings with weaker walls.
High Capacity & Durability: Designed to be robust, often handling heavier loads and more frequent use cycles with stability.
Ideal For: Open shop floors, foundries, staging areas, and any application where loads need to be moved and positioned throughout a circular area.
A specialized variant of the wall-mounted crane, where the entire crane apparatus moves along a track fixed to a long wall.
Key Advantages:
Linear Mobility: Combines the space-saving of a wall mount with the ability to serve multiple workstations along the length of the wall. This is far more efficient than having multiple fixed cranes.
Enhanced Coverage: Drastically increases the service area without taking up floor space, perfect for long production or assembly lines.
Ideal For: Long assembly lines, packaging areas, and warehouses where processes are linear and parallel to a wall.
These are large, wheeled structures that run on ground-level tracks or floors. They feature one or two vertical legs supporting a long horizontal bridge, with a jib arm extending from one or both ends.
Key Advantages:
Massive Coverage and Capacity: Designed for very heavy loads and large span capabilities, often outdoors. They can easily span over railways, truck beds, or storage piles.
Outdoor Flexibility: Their mobility and lack of overhead building requirements make them perfect for shipyards, lumber yards, and steel storage areas.
Obstacle Clearance: The extended jib can reach over obstacles like fences or other equipment, a unique capability among crane types7.
Ideal For: Steel service centers, shipping ports, large-scale construction projects, and any outdoor heavy-lifting application.
These are smaller, self-contained cranes often mounted on a wheeled base or trailer. They may be manually operated or use electric/pneumatic power.
Key Advantages:
Ultimate Flexibility: The biggest advantage is go-anywhere mobility. They can be easily moved to where the work is, making them indispensable for maintenance, repair, and job sites with changing needs.
Rapid Deployment: Require little to no setup or installation; they are ready to use almost immediately.
Cost-Effective for Intermittent Use: Eliminate the need for a permanent installation at every potential lift point.
Ideal For: Maintenance departments, construction sites, loading docks, and facilities with diverse, changing lifting needs.
These cranes feature a jib arm that can extend and retract, much like a telescope. This can be found on various mounts, including truck-mounted cranes.
Key Advantages:
Adjustable Reach: The telescoping mechanism allows the operator to vary the reach of the crane dynamically, providing incredible precision in positioning loads and adapting to different spatial constraints3.
Compact Storage: When retracted, the crane takes up less space, which is beneficial for storage and transport on mobile units.
Ideal For: Applications requiring variable reach, such as logistics, truck loading, and situations with obstacles at different distances.
Often referred to as “small cantilever cranes,” these are lightweight versions, often found in machine shops, workshops, and assembly areas2.
Key Advantages:
Economic Efficiency: They are a cost-effective solution for frequent, light-duty lifting tasks2.
Ease of Use: Designed for simple operation, often manual, allowing for quick and easy movement of components, tools, or products2.
Ergonomics: Improve workplace safety and reduce worker fatigue by handling repetitive lifting tasks with precision.
Ideal For: Machine shops, small assembly stations, CNC machine feeding, and any area where small, frequent lifts are needed.
| Model | Primary Advantage | Best Suited Environment | Typical Rotation |
|---|---|---|---|
| Wall-Mounted | Saves all floor space | Against sturdy walls, tight spaces | ≤ 180° |
| Column-Mounted | Full 360° rotation | Open shop floors, independent workstations | 360° |
| Wall-Traveling | Mobility along a wall | Long production/assembly lines | ≤ 180° |
| Gantry | Spans large, outdoor areas | Shipyards, steel yards, lumber yards | Varies |
| Portable | Complete mobility | Maintenance, multiple job sites | 360° |
| Telescopic | Adjustable reach | Variable distance lifting, logistics | Varies |
| Workshop Jib | Cost-effective for light duty | Machine shops, small workstations | 180° – 360° |
Beyond the model-specific benefits, here are the universal advantages of cantilever cranes that make them so popular:
Obstruction-Free Lifting: The single-arm design provides clear access to the load from above and the sides.
Precision Handling: Most models allow for very fine control in positioning loads, both horizontally and vertically.
Space Optimization: They efficiently utilize often-wasted vertical and perimeter space, especially wall-mounted models2.
Versatility: With various mounts, capacities, and reaches available, there’s a solution for almost any industry.
Improved Safety: By mechanizing lifting, they reduce the risk of musculoskeletal injuries among workers from manual handling.
Increased Productivity: Drastically reduce the time and labor required to move heavy items, accelerating workflow8.
Choosing the right cantilever crane involves a careful assessment of your requirements:
Application & Workflow: What are you lifting? How often? What is the path the load needs to take?
Available Space: Is floor space available, or must the crane be mounted on a wall? Are there height restrictions?
Structural Support: Do you have a strong, load-bearing wall (for wall-mounted), or can you pour a foundation (for column-mounted)?
Rotation Requirement: Do you need 180-degree coverage or full 360-degree service?
Capacity & Reach: Determine the maximum weight and the required horizontal distance from the support point.
Mobility: Does the crane need to be stationary, or does it need to move to different locations?
Budget: Consider both the initial investment and long-term maintenance costs.
The world of cantilever cranes is indeed vast, with so many models, each boasting its own unique advantages. There is no one-size-fits-all solution. The powerful column-mounted crane offers unrivaled rotation in an open area, while the space-conscious wall-mounted crane is the champion of tight spaces. The mobile gantry rules the outdoor yard, and the humble workshop jib keeps small shops running efficiently.
The key to unlocking the benefits of this versatile equipment is to thoroughly analyze your specific needs and match them to the strengths of the different models. By understanding the distinct advantages each type of cantilever crane offers, you can invest in a material handling solution that enhances safety, boosts productivity, and provides a strong return on investment for years to come. When in doubt, consulting with a qualified crane engineer is always the best step to ensure a safe and optimal selection.
In material handling and industrial operations, cantilever cranes provide exceptional flexibility and efficiency. Among the various types available, column-mounted (also known as freestanding) and wall-mounted cantilever cranes are two popular options. But when it comes to convenience, which one truly reigns supreme?
The answer, as is often the case in engineering, is: it depends entirely on your specific application, workspace layout, and operational needs. Column-mounted cranes offer unparalleled 360-degree rotation and independence from existing structures, while wall-mounted cranes excel in space efficiency for operations along walls. This article breaks down the key differences to help you determine which is most convenient for your facility.

A column mounted cantilever crane features a vertical column anchored to a concrete foundation using anchor bolts. The jib arm rotates around this column, and an electric hoist moves along the arm to handle materials. This self-supporting structure operates independently of building supports.
A wall mounted cantilever crane is directly fixed to a sturdy load-bearing wall or structural column. Its jib arm typically has a limited rotation angle, usually 180 degrees or less, and it relies entirely on the wall’s structural integrity for support.
To determine which is more convenient, let’s compare them across several critical operational factors.
| Feature | Column Mounted Crane | Wall Mounted Crane |
|---|---|---|
| Foundation | Requires a dedicated concrete foundation with anchor bolts. | No floor foundation needed. |
| Structural Support | Self-supported; independent of building walls. | Depends entirely on wall strength; may require wall reinforcement. |
| Installation Complexity | Moderate; involves foundation work and assembly. | Simpler and faster if the wall is strong enough. |
| Engineering Costs | Primarily for foundation design. | May require significant engineering costs to verify wall can support the load. |
Convenience Verdict: The wall-mounted crane wins on installation speed and avoids floor excavation. However, if your wall requires reinforcement, the process can become complex and costly. The column-mounted crane has a more predictable, albeit physically intensive, installation process.
| Feature | Column Mounted Crane | Wall Mounted Crane |
|---|---|---|
| Floor Space Usage | Occupies precious floor space with its column and foundation. | Zero floor space occupation; ideal for cramped areas. |
| Work Envelope | Provides 360-degree rotation (can be specified as 180° or 270°), offering a large circular coverage area. | Limited rotation (typically ≤180°), covering a semi-circular area against the wall. |
| Interference | Can potentially interfere with other floor-based equipment or traffic. | Stays clear of floor obstructions, avoiding interference with larger overhead cranes. |
Convenience Verdict: For maximizing open floor space and servicing wall-adjacent areas, the wall-mounted crane is unbeatable. However, if you need coverage in the middle of a room or require full rotation, the column-mounted crane is far more convenient.
Both types are commonly available in standard capacities up to 2 tons, with larger models (3t, 5t) available for both, though wall-mounted versions may require more significant structural checks at higher capacities.
Column Mounted: Generally has high stability due to its robust foundation, which can support consistent performance at rated capacity.
Wall Mounted: Its capacity is limited by the strength of the existing wall structure. This might require a thorough inspection and potential reinforcement for heavier loads.
Convenience Verdict: The column-mounted crane offers more predictable and often less restricted load capacity, as it doesn’t rely on variable existing structures.
Column Mounted Crane: Once installed, it is fixed in place permanently. Its flexibility comes from its wide rotation, not mobility.
Wall Mounted Crane: Also fixed in place permanently. There is a third type, the wall-traveling jib crane, which runs on a track along a long wall, serving multiple workstations. This offers superior mobility for long, wall-based production lines.
Convenience Verdict: Both basic types are fixed. If mobility along a wall is a requirement, a wall-traveling jib crane would be the most convenient option, albeit at a higher installation complexity.
| Cost Factor | Column Mounted Crane | Wall Mounted Crane |
|---|---|---|
| Initial Equipment Cost | Similar to wall-mounted for comparable capacity. | Similar to column-mounted for comparable capacity. |
| Installation Cost | Higher due to concrete foundation work. | Lower, if the wall requires no reinforcement. |
| Additional Engineering | For foundation design. | Can be high to verify wall load-bearing capacity. |
| Long-Term Maintenance | Focus on mechanical parts and foundation integrity. | Focus on mechanical parts and wall connection integrity. |
Convenience Verdict: The wall-mounted crane can be more cost-effective if your walls are already sufficiently strong. However, unexpected costs for wall reinforcement can quickly negate this advantage. The column-mounted crane’s costs are more upfront and predictable.
| Factor | Column Mounted Crane | Wall Mounted Crane |
|---|---|---|
| Installation | Requires concrete foundation | Mounts on strong wall/column |
| Space Usage | Occupies floor space | Saves all floor space |
| Rotation | Up to 360° | Typically ≤ 180° |
| Ideal For | Open areas, multi-directional lifting | Against walls, compact spaces |
| Load Capacity | Limited by model design | Limited by wall strength |
| Mobility | Fixed position | Fixed position (unless wall-traveling) |
| Best Suited | Independent workstations, high frequency | Tight spaces, limited budgets, fixed wall-side lifting |
The most convenient choice is dictated by your specific facility’s layout and operational demands.
You need 360-degree rotation for maximum coverage in an open area.
Your lifting operations are not primarily against a wall.
Your existing walls are not strong enough to support a crane.
You have floor space available for a foundation and don’t mind it being occupied.
You require a predictable installation process based on a new foundation.
Your workstation is directly against a sturdy, load-bearing wall.
Maximizing open floor space is a critical priority.
A rotation of 180 degrees or less is sufficient for your operation.
You want a generally quicker installation process that avoids pouring a new foundation (assuming no wall reinforcement is needed).
Your budget for installation is potentially lower (again, assuming no wall reinforcement is needed).
There is no single winner in the debate between column-mounted and wall-mounted cantilever cranes. Convenience is application-dependent.
For spatial efficiency and servicing wall-adjacent areas, the wall-mounted crane is vastly more convenient.
For operational flexibility, full rotation, and independence from building structures, the column-mounted crane is the more convenient and capable choice.
The best way to decide is to consult with a qualified crane engineer. We can assess your facility’s structure, analyze your workflow needs, and recommend the optimal solution that balances convenience, performance, and cost for your specific operation.
In the world of industrial material handling and port operations, gantry cranes are indispensable workhorses for lifting and moving heavy loads. Among these, Rubber-Tired Gantry Cranes (RTGs) and Ordinary Gantry Cranes (often referring to Rail-Mounted Gantry Cranes or RMGs) are two primary contenders. While both serve the fundamental purpose of heavy lifting, their design, functionality, and ideal applications differ significantly. Understanding these differences is crucial for businesses, port authorities, and logistics managers to make informed decisions that optimize efficiency, safety, and return on investment.

This comprehensive guide delves into the distinct characteristics, advantages, and limitations of Rubber-Tired Gantry Cranes and ordinary Rail-Mounted Gantry Cranes, helping you identify the perfect fit for your operational needs.
The core distinction between these two crane types lies in their mobility and support systems.
Rubber-Tired Gantry Cranes (RTGs):
RTGs are characterized by their freestanding structure supported by legs that run on rubber tires. This allows them to move freely around a yard or workspace without the constraint of fixed tracks. They are self-propelled and often use a diesel-electric or fully electric power system with energy storage for mobility.
Rail-Mounted Gantry Cranes (RMGs):
Ordinary gantry cranes, typically represented by RMGs, are permanently installed on fixed steel rails or tracks embedded in the ground. Their movement is strictly linear and confined to the length of the installed runway system. They are almost exclusively powered by external electrification through conductor bars or festoon systems.
RTGs excel in flexibility and are ideal for dynamic work environments.
Free Movement: The most significant advantage of RTGs is their ability to move anywhere within a yard or workspace that has a suitable paved surface. This allows for easy repositioning to handle changing workloads, adapt to new storage patterns, or respond to urgent tasks in different areas.
No Fixed Infrastructure Needed: They do not require extensive and costly ground-level rail infrastructure to be installed, making them quicker and sometimes less expensive to deploy initially.
Ideal for Changing Layouts: For facilities that anticipate future expansion or reorganization, RTGs offer the flexibility to adapt without the need to alter fixed track systems.
Reduced Site Preparation: Since there’s no need to excavate and install deep foundations for long rail tracks, the initial installation cost and time are often lower compared to RMG systems.
Proven Technology with Evolving Options: RTGs are a mature technology with readily available models. Furthermore, existing diesel-powered RTGs can often be retrofitted with electric drive systems or automated features.
Wide Range of Use Cases: Beyond container terminals, their mobility makes them suitable for construction sites, large manufacturing workshops, and storage yards where the lifting needs may be scattered or temporary.
Disaster Response and Temporary Projects: Their ability to be deployed quickly without permanent installation makes them valuable for temporary projects or recovery operations.
RMGs shine in settings that demand high precision, efficiency, and heavy-duty performance.
Faster and Smoother Operation: Guided by fixed rails, RMGs can operate at higher speeds (both in hoisting and traversing) with greater smoothness and stability. This translates to faster cycle times and potentially higher throughput in a dedicated work cell.
Precision Handling: The fixed guidance system allows for extremely precise load positioning, which is critical in automated storage and retrieval systems (AS/RS) or when handling delicate or high-value goods.
Built for Heavy Loads: The rigid rail support allows RMGs to be designed for much higher lifting capacities, often exceeding 1000 tons for specialized applications in heavy industries like shipbuilding or large component fabrication.
Greater Stacking Density: RMGs typically have a wider span and can be built taller, enabling them to stack containers or goods higher (often 6-7 layers) and utilize vertical space more effectively in a fixed area, maximizing storage density.
Reduced Energy Consumption: RMGs are primarily electric-powered, connecting directly to the grid. This makes them more energy-efficient than diesel-powered RTGs and eliminates on-site emissions during operation, contributing to a greener footprint.
Minimal Tire-Related Maintenance: Unlike RTGs, which require regular and costly tire replacement and maintenance (a significant operational expense), RMGs have steel wheels on steel rails, leading to lower long-term maintenance costs and less downtime.
Inherent Stability: The fixed track system provides exceptional stability, even in adverse weather conditions like high winds, reducing safety risks.
Ideal for Full Automation: The predictable, fixed path of travel makes RMGs the preferred choice for fully automated and unmanned operations. They can be seamlessly integrated into automated logistics systems with precise coordination.
| Feature | Rubber-Tired Gantry Crane (RTG) | Rail-Mounted Gantry Crane (RMG) |
|---|---|---|
| Mobility | High (Free-moving on rubber tires) | Low (Fixed on rails, linear movement only) |
| Infrastructure | Minimal (Paved surface required) | Extensive (Requires fixed rail installation) |
| Initial Investment | Generally Lower | Generally Higher |
| Operational Cost | Higher (Fuel, tire wear, maintenance) | Lower (Electric power, less maintenance) |
| Lifting Capacity | Standard (e.g., 30-50 tons, some up to 80+ tons) | Very High (5 – 1000+ tons) |
| Stacking Height | Typically 3-5 layers | Typically 5-7+ layers |
| Operational Speed | Moderate | Higher |
| Precision | Good | Excellent |
| Automation | Possible, but more complex | Easier to automate |
| Environmental Impact | Higher (if diesel) / Lower (if electric) | Lower (Zero on-site emissions) |
| Ideal Application | Dynamic yards, multi-use terminals, space-flexible needs | High-volume, fixed-layout terminals, automated storage, heavy industry |
The decision between an RTG and an RMG is not about which is universally better, but which is optimal for your specific operational requirements.
Your layout is subject to change or you require flexibility in operations.
Initial capital expenditure is a major constraint.
Your operation is in a multi-purpose yard or has diverse lifting locations.
You need a solution for a temporary project or lack the space for rail infrastructure.
Throughput speed is less critical than adaptability.
You have a high-volume, fixed operation where throughput and efficiency are paramount.
Long-term operational cost savings and energy efficiency are priorities.
You require very high stacking to maximize storage density in a limited area.
You are handling extremely heavy loads beyond the capacity of standard RTGs.
Full automation is a current or future goal for your facility.
Reducing your environmental impact is a key objective.
Both RTG and RMG technologies are evolving. A strong trend is toward electrification and automation:
RTGs are increasingly available with electric drivetrains (often with battery backup or hybrid systems) and are being equipped with sophisticated GPS and guidance systems for semi-automated operation.
RMGs continue to be the cornerstone of fully automated “dark” terminals and warehouses, operating continuously with minimal human intervention.
In the debate between Rubber-Tired Gantry Cranes and Rail-Mounted Gantry Cranes, there is no single winner. Each possesses unique strengths tailored to different challenges.
RTGs are the champions of flexibility and adaptability, offering a powerful mobile lifting solution perfect for dynamic environments and those with budget constraints upfront.
RMGs are the masters of efficiency and precision, delivering unbeatable performance, lower operating costs, and a clear path to automation for high-volume, fixed operations focused on long-term value.
By carefully evaluating your business goals, workflow, site constraints, and financial models against the distinct advantages outlined above, you can select the crane technology that will serve as a robust foundation for your productivity and growth for years to come.

In material handling and lifting operations, selecting the right equipment is crucial for optimizing efficiency, safety, and cost-effectiveness. Among the various options, wall-mounted cantilever cranes and column-mounted cantilever cranes are two prominent choices. While both serve similar purposes, their structural support, installation requirements, and operational advantages differ significantly. Understanding these differences is essential for making an informed decision that aligns with your facility’s layout, workflow, and long-term goals. This comprehensive comparison breaks down the advantages of each type, helping you determine which crane is best suited for your specific needs.
The core distinction between these two crane types lies in their support structures and installation methods.
Wall-Mounted Cantilever Cranes:
These cranes are directly fixed to existing vertical structures, such as load-bearing walls or robust columns. They consist of a horizontal jib (arm) supported by a wall bracket system, often reinforced with tie rods. The entire load is transferred to the building’s structure.
Column-Mounted Cantilever Cranes:
These cranes feature a freestanding vertical column anchored to a concrete foundation on the floor. The jib is attached to this independent column, which is designed to support all operational loads without relying on the building’s walls.
Wall-mounted cranes excel in space optimization and are ideal for specific logistical layouts.
Zero Floor Footprint: Their most significant advantage is that they do not occupy any floor space. This keeps the entire work area clear for other equipment, movement, and storage.
Ideal for Perimeter Work: They are perfectly suited for operations along walls, such as loading bays, assembly lines, or workstations where space is constrained. This makes them excellent for long walls or areas with multiple stations where horizontal movement is beneficial.
Lower Initial Installation Cost: Since they leverage existing structures, they often require less material and foundational work compared to column-mounted types. There’s no need for expensive floor foundations or extensive groundwork.
Faster Installation: The installation process is generally quicker as it involves fixing the crane to a wall rather than pouring concrete and anchoring a heavy column.
Adaptability to Existing Layouts: They can be mounted directly onto machines or along columns, providing flexible lifting solutions without major facility modifications.
Column-mounted cranes offer unparalleled mobility and flexibility for dynamic work environments.
Complete Work Area Coverage: The prime advantage of a column-mounted crane is its ability to rotate a full 360 degrees. This provides a vast, circular work envelope, making it ideal for serving multiple workstations in an open area.
Independent Operation: As a self-contained unit, it operates independently of the building’s walls. This is invaluable in facilities with large, open floor plans or where walls are not sufficiently strong.
Designed for Heavy-Duty Applications: These cranes are typically engineered to handle higher load capacities reliably. For instance, common models are designed for loads like 2 tons7 or even 5 tons9, with the structure and foundation designed to manage the stresses.
Stability Under Load: The freestanding column and deep foundation provide exceptional stability, minimizing sway and ensuring precise load positioning, even near the crane’s capacity limit.
Placement Freedom: They can be installed virtually anywhere on the floor where a foundation can be poured, offering greater flexibility in organizing the workshop layout without being tied to wall structures.
Easier Re-location (Though Still Significant): While moving one is a major project, it is structurally simpler than relocating a wall-mounted crane, which might involve damaging walls and reassessing structural integrity elsewhere.
| Feature | Wall-Mounted Cantilever Crane | Column-Mounted Cantilever Crane |
|---|---|---|
| Support Structure | Building’s wall or column | Freestanding column on foundation |
| Floor Space Usage | No floor obstruction (maximizes space) | Requires floor space for column and foundation |
| Rotation/ Coverage | Typically limited (e.g., 180° – 270°) | Full 360° rotation |
| Typical Load Capacity | Often lower (e.g., 0.25t – 5t) | Often higher (e.g., 2t – 5t+) |
| Installation Cost & Complexity | Generally lower cost, simpler | Higher cost (requires foundation), more complex |
| Ideal Use Case | Work along walls, space-constrained areas | Open areas, multi-directional lifting, heavy loads |
| Structural Dependency | Depends on wall strength; may require reinforcement | Independent of building walls |
| Mobility/Relocation | Difficult, involves wall modifications | Difficult, but independent of walls |
The best choice depends on a thorough analysis of your operational requirements and constraints.
Your primary lifting operations are concentrated along the walls of your facility.
Maximizing clear floor space is an absolute priority for other operations.
Your existing walls are structurally sound and can bear the loads (consult an engineer).
Your budget for initial installation is a key concern.
A rotation coverage of 180° to 270° is sufficient for your tasks.
You need to provide lifting coverage in an open area away from walls.
360-degree rotation is necessary to serve multiple workstations around a central point.
You are handling heavier loads that require maximum stability.
The building walls are unsuitable for supporting heavy loads.
You have the floor space and budget for a more robust installation.
Structural Assessment (Critical for Wall-Mounted): A professional must evaluate the strength of the wall. Reinforcing the wall can add high cost and complexity.
Foundation Requirements (Critical for Column-Mounted): The concrete foundation must be designed to handle the operational loads and moments. This requires proper planning and execution.
Future Flexibility: Consider potential changes in your facility layout. A column-mounted crane offers more placement flexibility in an open space.
There is no universal “better” option—only the crane that is best suited for your specific operational environment, spatial constraints, and lifting requirements.
Wall-mounted cantilever cranes are the champions of space efficiency and cost-effective perimeter lifting. They are the ideal solution for workshops and warehouses where every square foot of floor space is precious and work is done against walls.
Column-mounted cantilever cranes are the masters of versatility, heavy-duty performance, and full-area coverage. They are the superior choice for open plants where flexibility, maximum rotation, and handling higher capacities are paramount.
By carefully weighing the distinct advantages outlined in this comparison against your facility’s blueprint and workflow needs, you can make a confident investment that enhances productivity, ensures safety, and provides optimal return on investment for years to come.
In the realm of industrial material handling, selecting the right lifting equipment—whether cantilever cranes or mobile cantilever cranes—is pivotal for optimizing efficiency, safety, and cost-effectiveness. While both share the distinctive cantilever arm design enabling extended reach and overhead lifting, their structural support and mobility differ fundamentally. Fixed cantilever cranes are permanently installed, often bolted to the floor or building structure, whereas mobile cantilever cranes feature wheeled bases or tracks for relocation. Understanding the unique advantages of fixed cantilever cranes is essential for making an informed investment. This article explores why fixed cantilever cranes often outperform their mobile counterparts in specific industrial scenarios, focusing on stability, lifting capacity, cost efficiency, precision, and suitability for repetitive tasks.

1. Superior Stability and Structural Integrity
Fixed cantilever cranes are renowned for their exceptional stability, a direct result of their permanent installation onto robust foundations or building structures.
Enhanced Load-Bearing Security: Their anchored design provides a solid base, making them inherently more stable under load. This reduces sway and swing during lifting operations, which is critical for handling delicate, unbalanced, or very heavy items.
Reduced Safety Risks: The inherent stability minimizes the risk of tipping or shifting during operation, a crucial safety advantage especially when lifting loads near their capacity limit.
2. Higher Load Capacity and Performance
The rigid, fixed support structure allows these cranes to handle significantly heavier loads compared to most mobile cantilever models.
Designed for Heavy-Duty Applications: Fixed cantilever cranes can be engineered to lift loads ranging from a few hundred kilograms to several hundred tons, depending on their design and build. For instance, some rigid systems can handle up to 2000kg or more.
Consistent Performance: Without the constraints of a mobile base’s weight distribution and balance, fixed cranes can maintain performance consistency even at or near their maximum rated capacity.
3. Cost-Effectiveness and Lower Total Ownership Cost
For operations within a fixed area, cantilever cranes often present a more economical solution over time.
Lower Initial Investment: Permanent installations typically require less complex hardware than mobile equivalents, which need integrated mobility systems (wheels, brakes, steering). This can lead to a lower upfront cost.
Reduced Maintenance and Longer Lifespan: With fewer moving parts related to mobility (like axles, tires, mobile steering mechanisms), fixed cranes generally experience less wear and tear. This translates to lower long-term maintenance costs, less downtime, and a longer operational lifespan. Their simplified design also often makes maintenance routines more straightforward.
4. Precision Handling and Control
The stability of a fixed foundation directly contributes to superior control during load manipulation.
Accurate Positioning: Minimal sway allows operators to place loads with high precision. This is invaluable in assembly operations, machining centers, or when working in tight spaces where millimeter accuracy is required.
Smoother Operation: The fixed point of operation can contribute to smoother acceleration and deceleration of the hoist and trolley, enabling finer control and reducing the risk of load damage.
5. Ideal for Repetitive Tasks in Fixed Locations
When the lifting need is consistently in the same location, fixed cantilever cranes are unparalleled in efficiency.
Optimized Workflow: They are perfect for dedicated tasks within a specific workstation, such as loading/unloading a specific machine, feeding a production line, or transferring materials between fixed points in a process.
Ergonomic Benefits: They can be perfectly positioned to eliminate manual lifting in a designated area, reducing physical strain on workers and improving overall ergonomics.
6. Space Efficiency and Customization
Fixed cranes can be configured to maximize available space without sacrificing functionality.
Custom Arms and Reach: The boom length and height can be tailored to the exact needs of the workspace, ensuring optimal coverage without unnecessary obstruction.
Mounting Flexibility: They can be installed as freestanding units or wall-mounted (wall-mounted jib cranes), which is an excellent space-saving solution for working along walls or in corners, freeing up valuable floor space below.
7. Enhanced Safety for Stationary Operations
The predictability and permanence of fixed cranes contribute to a safer work environment in their zone of operation.
Clear Operational Zone: Everyone in the facility knows the crane’s fixed coverage area, allowing for better traffic management of personnel and other equipment outside this zone.
Reduced Collision Risk: Unlike mobile cranes that move around the facility, a fixed crane eliminates the risk of colliding with other equipment, infrastructure, or people in adjacent areas during transit.
Comparison Table: Fixed Cantilever Crane vs. Mobile Cantilever Crane
| Feature | Fixed Cantilever Crane | Mobile Cantilever Crane |
|---|---|---|
| Mobility | Stationary; fixed operational area | Mobile; can be relocated as needed |
| Stability | Very High (anchored foundation) | Moderate (depends on base and surface) |
| Typical Load Capacity | Higher (e.g., up to 2000kg+ for some rigid systems) | Generally Lower (constrained by mobile base stability) |
| Precision & Control | Superior (minimal sway, accurate positioning) | Good, but can be affected by movement and surface |
| Initial Cost | Often lower (simpler structure) | Often higher (added cost of mobility system) |
| Maintenance | Generally lower (fewer complex moving parts) | Generally higher (maintenance for wheels, brakes, etc.) |
| Ideal Use Case | Repetitive tasks in a fixed location | Tasks requiring frequent location changes |
| Floor Space Impact | Permanent footprint | Mobile, but requires storage and transit aisles |
| Safety | High (fixed hazard zone) | Requires vigilance during movement and operation |
Conclusion: Choosing the Right Tool for the Task
The choice between a fixed cantilever crane and a mobile cantilever crane hinges on a precise evaluation of your operational needs.
Fixed cantilever cranes are the undisputed champions of stability, lifting capacity, and cost-efficient precision for repetitive tasks in a dedicated location. Their robust, anchored design makes them the safer, more powerful, and more reliable choice for applications where the lifting need does not move.
Mobile cantilever cranes, conversely, offer invaluable flexibility and adaptability for facilities where loads need to be lifted and transported across multiple locations or where workstations are frequently reconfigured.
For operations prioritizing raw lifting power, unwavering stability, precision handling, and long-term value within a fixed area, the advantages of a fixed cantilever crane are clear and compelling. By investing in the right type of crane for your specific workflow, you maximize productivity, enhance safety, and ensure a strong return on investment.

In the realm of industrial material handling, selecting the right lifting equipment is crucial for optimizing efficiency, safety, and cost-effectiveness. Two prominent contenders are semi-gantry cranes and overhead cranes (often called bridge cranes). While both are indispensable in workshops, warehouses, and production facilities, they cater to different needs based on their design and capabilities.
If your operation involves working along walls, in spaces with limited floor area, or requires a balance between mobility and lifting power without reinforcing your building’s structure, a semi-gantry crane might be the superior choice. This article delves into the specific advantages semi-gantry cranes offer over traditional overhead cranes, helping you make an informed decision for your business.
1. Superior Space Efficiency and Layout Flexibility
One of the most significant advantages of a semi-gantry crane is its efficient use of space.
Reduced Floor Obstruction: Unlike a full gantry crane, which requires clear space for two supporting legs on the ground, a semi-gantry crane utilizes the existing building structure (like a wall or column) for support on one side. This means only one leg occupies floor space, resulting in a less obstructed work area. This is invaluable for facilities where maximizing clear floor space for other equipment, like forklifts, or for storage is a priority.
Ideal for Perimeter Work: Semi-gantry cranes are perfectly suited for applications where the primary work area is against a wall or a line of building columns, such as in loading bays, assembly lines along walls, or storage areas along a facility’s perimeter. Their design inherently matches this layout, which an overhead crane cannot.
2. Cost-Effectiveness and Lower Initial Investment
Semi-gantry cranes often present a more economical solution, both upfront and in the long run.
Lower Installation Costs: The semi-gantry design requires less structural steel for support on the building-anchored side, as it leverages the existing facility structure. This can lead to a lower initial investment compared to a full overhead crane system of similar capacity, which requires extensive runway beams attached to the building structure.
Reduced Foundation and Infrastructure Costs: Since one side is building-supported, there’s potentially less groundwork and foundational work required for the runway on that side compared to installing support structures for a full overhead system or the ground tracks for a full gantry crane.
3. Easier and Faster Installation Process
The installation of a semi-gantry crane is generally less complex.
Simplified Erection: With only one ground-supported leg to position and align, the installation process can be quicker and require less heavy machinery than erecting the full runway system for an overhead crane or the dual-leg structure of a full gantry crane. This translates to reduced installation time and lower labor costs.
4. Flexibility and Adaptability for Specific Layouts
Semi-gantry cranes offer a unique blend of fixed and mobile benefits.
Hybrid Design: They combine the overhead reach of a bridge crane with the ground-supported mobility of a gantry crane. This makes them excellent for applications where a full overhead crane runway is impractical or too expensive to install, but where more flexibility than a fixed jib crane is needed.
Easier Reconfiguration: For some semi-gantry designs, especially lighter models, relocating the crane within a facility can be more straightforward than relocating a full overhead crane system, which is typically a permanent fixture.
5. Maintaining Strong Lifting Capacity for Many Applications
While full overhead cranes might handle the very extreme tonnages, semi-gantry cranes are no slouch in the power department.
Robust Performance: Semi-gantry cranes retain a significant portion of the lifting capacity of full gantry cranes. They are capable of handling moderate to heavy loads effectively, with some models capable of lifting up to 100 tons or more, making them suitable for a wide range of industrial tasks.
Comparison Table: Semi-Gantry Crane vs. Overhead Crane
| Feature | Semi-Gantry Crane | Overhead (Bridge) Crane |
|---|---|---|
| Support Structure | One side supported by a leg on a ground rail, the other by the building structure. | Entirely supported by the building structure via elevated runway beams. |
| Floor Space Usage | One leg on the floor; generally less obstruction, ideal for perimeter spaces. | No floor obstructions; 100% clear floor space underneath. |
| Typical Location | Indoor or covered areas against a wall; some outdoor applications possible. | Almost exclusively indoors within a building’s support structure. |
| Installation Cost | Often more economical due to using one building support. | Can be higher due to need for robust overhead runway beams and potential building reinforcement. |
| Load Capacity | High (e.g., up to 100+ tons in some configurations), suitable for many tasks. | Very High (e.g., 5 tons to 300+ tons), ideal for heaviest loads. |
| Mobility | Fixed path along one ground rail and one elevated rail. | Fixed path along overhead runways within the building bay. |
| Ideal Use Case | Workshops, warehouses, loading bays along walls, fabrication shops. | Factories, machine shops, steel service centers, large warehouses. |
6. Ideal Applications for Semi-Gantry Cranes
Understanding where semi-gantry cranes excel helps clarify their advantage:
Workshops and Manufacturing Bays: Perfect for moving materials and components along an assembly line situated near a wall.
Loading Docks and Warehouses: Excellent for loading and unloading goods from trucks where the door or platform is against the building.
Fabrication Shops: Ideal for handling raw materials (steel plates, pipes) and finished products along the shop perimeter.
Situations with Limited Headroom: In some cases, where building height is a constraint, a semi-gantry might offer a better solution than a large overhead system.
7. Limitations to Consider
For a balanced view, it’s important to acknowledge scenarios where an overhead crane might still be preferable.
Ultimate Floor Space Freedom: If 100% clear, unobstructed floor space underneath the crane is an absolute necessity, a traditional overhead crane remains unmatched.
Very Heavy Loads and Extreme Spans: For the absolute heaviest loads (e.g., consistently exceeding 100 tons) or extremely wide spans, a robust double-girder overhead crane might be the required choice.
Full Building Coverage: Overhead cranes are better suited for providing comprehensive coverage across the entire width of a building bay, rather than just working along one side.
Conclusion: Choosing the Right Tool for the Job
The choice between a semi-gantry crane and an overhead crane isn’t about which is universally better, but which is better for your specific operational needs, facility layout, and budget.
Semi-gantry cranes shine when you need efficient space utilization along walls, cost-effective installation, and robust lifting capacity without relying entirely on overhead runways. They are the masters of leveraging existing structure to save space and money.
Overhead cranes remain the champion for applications requiring complete floor freedom, the very heaviest loads, and full coverage across a wide indoor bay.

By carefully evaluating your workflow, spatial constraints, and budget against the distinct advantages outlined above, you can confidently select the crane that will enhance safety, boost productivity, and provide the best return on investment for your material handling operations. For many facilities, the semi-gantry crane offers a powerful and pragmatic solution that strikes an ideal balance between capability and cost.

In the world of material handling and heavy lifting, gantry cranes and semi-gantry cranes are two pivotal workhorses. While their names sound similar, their structural designs, capabilities, and ideal applications differ significantly. Understanding these differences is crucial for selecting the right equipment to optimize efficiency, safety, and cost-effectiveness in industrial, construction, and warehouse settings. This article delves into the distinct characteristics, advantages, and use cases of both gantry and semi-gantry cranes.
The core distinction lies in their support structures and mobility.
Gantry Cranes: These are freestanding structures supported by legs that run on floor-mounted rails or wheels. They typically have two sets of legs, forming a complete “bridge” or “gantry” over the load. This design makes them independent of any external building support.

Semi-Gantry Cranes: As the name suggests, they are a hybrid design. One side of the bridge is supported by a leg (or legs) that moves on a ground rail or runway. The other side of the bridge is supported by a runway beam attached to the building structure or an elevated track, much like an overhead bridge crane.
This structural difference is the primary factor influencing all their subsequent advantages and limitations.
Gantry cranes offer unparalleled flexibility and are ideal for heavy-duty outdoor applications.
Complete Mobility and Independence: Their self-supporting design allows them to be used anywhere with a suitable foundation, especially outdoors in shipyards, ports for container handling, lumber yards, and large-scale construction sites. They place no stress on the building’s infrastructure.
High Lifting Capacity: Designed for robust applications, especially double-girder gantry cranes, they can handle extremely heavy loads, often ranging from 5 tons up to 150 tons or more for specialized models.
Excellent Accessibility: The open-legged design provides superior access from all sides of the load, simplifying rigging and positioning awkwardly shaped items.
Adaptability to Large Areas: They are perfect for covering vast, open areas where installing fixed runways is impractical or too expensive.
Semi-gantry cranes offer a smart compromise, blending the benefits of both gantry and overhead bridge cranes.
Superior Space Utilization (Compared to Full Gantry): By utilizing the existing building column for support on one side, they require less floor space than a full gantry crane, which needs clear space for both legs. This leads to a less obstructed work area.
Cost-Effectiveness: The semi-gantry design often requires less structural steel and foundational work for the runway on the building-supported side, potentially resulting in a lower initial investment compared to a full gantry system of similar capacity.
Ideal for Specific Layouts: They are perfectly suited for applications where one side of the work area is against a wall or a line of building columns, such as in workshops, loading bays, or storage areas along a facility’s perimeter.
Good Load Capacity: They retain a significant portion of the lifting capacity of full gantry cranes, making them suitable for many heavy-lifting tasks within industrial facilities.
| Feature | Gantry Crane | Semi-Gantry Crane |
|---|---|---|
| Support Structure | Self-supported by legs on both sides. | One side supported by a leg, the other by a building structure. |
| Mobility & Location | Highly mobile; ideal for outdoor use. | Fixed path; best for indoor or covered areas against a wall. |
| Floor Space Usage | Requires clear space for legs; can obstruct floor. | Utilizes building support; generally less floor obstruction. |
| Installation Cost | Generally higher due to more structure and groundwork. | Often more economical due to using building support. |
| Load Capacity | Very high (e.g., 5 tons to 150+ tons). | High, but may be less than a full gantry of equivalent size. |
| Typical Use Case | Shipyards, container terminals, open storage yards. | Workshops, warehouses, loading bays, fabrication shops. |
Selecting the right crane depends on a thorough analysis of your needs:
Location (Indoor vs. Outdoor): This is the primary deciding factor. For outdoor applications, a full gantry crane is almost always the necessary choice. For indoor applications where one side can be anchored to the building, a semi-gantry crane is often sufficient and more efficient.
Required Floor Space: If maximizing clear, unobstructed floor space is a critical priority (e.g., for forklift traffic), the semi-gantry’s design is advantageous. If the work is in an open area where legs aren’t a hindrance, a full gantry works well.
Load Weight and Span: For the very heaviest loads and extremely wide spans, a robust double-girder gantry crane is typically required9. Semi-gantry cranes are better for moderate to heavy loads within a specific bay width.
Budget Considerations: Evaluate both the initial investment and long-term value. While a semi-gantry might have a lower initial cost, a full gantry’s complete independence could offer more long-term flexibility for layout changes.
Conclusion
There is no universal “best” crane—only the best crane for your specific operational requirements, facility layout, and budget.
Gantry Cranes are the champions of outdoor mobility and heavy-lifting independence, excelling where no overhead support exists.
Semi-Gantry Cranes are the masters of efficient space utilization indoors, providing a powerful and often more economical lifting solution where building support is available on one side.
By carefully weighing the distinct differences and advantages outlined above, you can make an informed decision that enhances safety, boosts productivity, and provides an optimal return on investment for your material handling operations.

Choosing the right lifting equipment is a critical decision that impacts efficiency, safety, and the bottom line in industrial and construction operations. Two of the most common and powerful options available are gantry cranes and overhead cranes (often referred to as bridge cranes). While they might seem similar at first glance, they possess distinct structural designs, advantages, and ideal use cases.
This article breaks down the key advantages of both gantry cranes and overhead cranes to help you determine the best fit for your operational needs.
Before diving into the specific advantages, here’s a quick overview of their fundamental differences.
| Feature | Gantry Crane | Overhead Crane (Bridge Crane) |
|---|---|---|
| Support Structure | Self-supported by leg(s) that run on floor-mounted rails or wheels. | Supported by the building structure itself, running on rails attached to runway beams. |
| Mobility | Highly mobile; can be relocated, including outdoors. | Fixed installation within a building; permanent placement. |
| Typical Use | Ideal for outdoor yards, shipping ports, construction sites, and large, open areas. | Ideal for fixed indoor environments like manufacturing workshops, warehouses, and assembly lines. |
| Installation Cost | Generally higher initial investment due to required groundwork and structure. | Often more economical initially as it utilizes the existing building structure. |
| Floor Space | Requires clear floor space for legs and movement. | Maximizes floor space as no leg supports are needed on the ground. |
Gantry cranes are characterized by their freestanding structure, with one or two robust legs supporting a bridge that carries a lifting trolley and hoist.
One of the greatest strengths of a gantry crane is its mobility. Many models, particularly single-leg or smaller systems, can be equipped with wheels (often flanged for rails or rubber-tired for flat surfaces) and can be easily relocated around a workshop, yard, or site. This allows for lifting operations to be performed exactly where they are needed without the constraint of a fixed runway system.
Gantry cranes are the go-to solution for outdoor applications. Since they are self-supporting and do not rely on a building’s framework, they excel in environments like shipyards, ports for container handling, lumber yards, steel storage yards, and large-scale construction projects. Their design is built to withstand outdoor elements.
This is a significant advantage, especially for facilities with weak or unsuitable roof structures. Installing a gantry crane does not place any stress on the building’s columns or roof, eliminating the need for costly and complex reinforcement of the existing structure. This makes them a viable option in older buildings or in spaces like large open-air storage areas where there is no roof at all.
Gantry cranes, especially double-girder designs, are known for their impressive lifting capacities, often handling loads from 5 tons up to 150 tons or even more for specialized applications.5 They can be customized with various attachments like magnets, grabs, and hooks, making them versatile for handling diverse materials such as shipping containers, heavy machinery, concrete pipes, and steel coils.
The open-legged design of a gantry crane provides excellent access from all sides of the load. This can simplify the process of connecting slings and rigging and allows for easier positioning of loads, which is particularly beneficial for awkwardly shaped items.

Overhead cranes consist of a bridge that moves along elevated runway rails fixed to a building’s support structure. A hoist and trolley move back and forth across this bridge.
This is arguably the biggest advantage of an overhead crane system. Because the entire crane operates overhead, it frees up 100% of the floor space beneath it. There are no supporting legs or columns to navigate around with forklifts or other equipment. This leads to a safer, more organized, and highly efficient workspace, allowing for unhindered movement of material and personnel below.
Overhead cranes are ideal for repetitive lifting tasks within a fixed area, such as moving materials along a production line, loading/unloading machines in a workshop, or transporting items within a warehouse bay. They offer smooth and precise load control, allowing operators to place heavy loads with accuracy, which is crucial in manufacturing and assembly operations.
Designed for optimized workflow in a controlled path, overhead cranes often feature higher horizontal (bridge and trolley) travel speeds compared to gantry cranes. This can lead to increased efficiency and faster cycle times in environments where materials need to be moved quickly and frequently over a specific, confined area.
By moving lifting operations overhead, the risk of collisions with floor-based equipment is reduced. Furthermore, they can significantly improve ergonomics by eliminating the need for heavy and dangerous manual lifting by workers, reducing physical strain and the potential for workplace injuries.
Overhead cranes are the standard choice for indoor industrial facilities. They are commonly found in factories, machine shops, steel service centers, power plants, warehouses, and automotive assembly plants. Their compact design and ability to operate in buildings with relatively low clearances (especially single-girder designs) make them incredibly versatile for enclosed spaces.
The decision between these two powerful types of equipment ultimately boils down to your specific application and operational environment. Consider the following factors:
Location: Is the primary use indoors or outdoors?
Indoors with a strong structure: Lean towards an Overhead Crane.
Outdoors or indoors with a weak structure: Lean towards a Gantry Crane.
Mobility: Do you need to move the crane to different locations?
Yes, mobility is required: A Gantry Crane is necessary.
No, the task is always in one fixed area: An Overhead Crane is suitable.
Floor Space: Is maximizing clear floor space a top priority?
Yes, every square foot counts: An Overhead Crane is superior.
No, there is ample space: A Gantry Crane is an option.
Budget: Consider both initial investment and long-term value. While gantry cranes can have a higher initial cost due to their supporting structure, overhead cranes require a robust building infrastructure, which might need reinforcement.
There is no single “best” crane—only the best crane for your specific job.
Gantry Cranes shine with their mobility and independence, making them the champions of outdoor yards, shipping terminals, and large, open spaces where flexibility is key.
Overhead Cranes excel in maximizing indoor space and efficiency, providing unparalleled precision and workflow integration for factories, workshops, and warehouses.
By carefully evaluating your operational needs against the distinct advantages of each crane type, you can make an informed investment that enhances safety, boosts productivity, and drives your business forward for years to come.
When planning industrial lifting operations, one of the most critical questions is: what is the maximum weight that an overhead crane can carry? The answer isn’t a single number but depends on multiple factors including crane type, design, and application. Generally, standard overhead cranes can lift from a few hundred kilograms up to several hundred tons, with specialized systems capable of handling even greater loads.
Understanding the capacity of overhead cranes is essential for ensuring safety, efficiency, and compliance in industrial settings. This comprehensive guide will explore the factors that determine a crane’s maximum lifting capacity, the different types of overhead cranes, and important safety considerations for your operations.
The maximum weight an overhead crane can lift isn’t determined arbitrarily. Several engineering and design factors interact to define this crucial specification:
Structural design: The materials and construction of the bridge girders, end trucks, and runway system fundamentally determine capacity.
Hoist mechanism: The motor, gearbox, brake system, and wire rope or chain design directly impact lifting capabilities.
Support system: The building structure or independent runway support must withstand both the static and dynamic loads.
Power supply: Adequate electrical power is necessary for lifting heavy loads, especially with variable frequency drives.
Control system: Modern systems with precision controls can enhance safety when handling near-maximum loads.
Different overhead crane designs are optimized for varying capacity ranges and applications:
These economical cranes feature a single bridge beam and are typically used for lighter applications. Capacities generally range from 1 to 15 tons, though some heavy-duty models can reach up to 30 tons. They’re ideal for workshops, warehouses, and manufacturing facilities with moderate lifting needs.
With two bridge beams providing enhanced stability, these cranes handle heavier loads. Standard models typically offer capacities from 5 to 100 tons, with specialized designs reaching 300 tons or more. These are common in heavy manufacturing, steel processing, and scrap handling operations.
Similar to bridge cranes but supported by floor-mounted legs instead of overhead runways, gantry cranes can handle capacities comparable to double girder models. They’re particularly useful in outdoor applications like shipyards and container terminals.
For extreme lifting needs, custom-designed cranes can exceed standard capacity ranges. Some examples include:
Double trolley systems: Some configurations like 20t + 20t effectively provide 40-ton capacity through synchronized lifting
Process-specific cranes: For example, those used in concrete pipe pile precast workshops often feature double girder, double trolley designs with capacities ranging from 8t + 8t to 20t + 20t
Different industries have varying overhead crane capacity needs:
| Industry | Typical Applications | Capacity Range |
|---|---|---|
| Manufacturing | Machine handling, assembly | 1-20 tons |
| Warehousing | Material handling, storage | 2-10 tons |
| Steel Service Centers | Coil handling, processing | 10-30 tons |
| Concrete Precasting | Handling forms, rebar cages | 16-40+ tons |
| Power Generation | Turbine maintenance, component replacement | 50-400+ tons |
| Shipbuilding | Section handling, component assembly | 100-800+ tons |
Operating overhead cranes near their maximum capacity requires strict adherence to safety protocols:
Most safety standards require cranes to have a built-in safety factor beyond their rated capacity. However, you should never exceed the published rated capacity without proper engineering evaluation.
Lifting moving, swinging, or irregularly shaped loads creates additional stresses that effectively increase the load on the crane system. For this reason, many operations limit lifts to 80-90% of rated capacity to account for dynamic effects.
Cranes operating frequently near their capacity limits require more rigorous inspection and maintenance schedules. This includes:
Regular structural inspections for deformation or cracking
Frequent hoist mechanism checks (brakes, wire rope, hooks)
Verification of limit switches and overload protection devices
Runway and rail alignment verification
When using two cranes to lift a single load (tandem lifting), special precautions are necessary. Industry standards typically specify that the total load should not exceed 75% of the combined rated capacity of both cranes. This reduced percentage accounts for the potential unequal load distribution between the two cranes.
Selecting the appropriate crane capacity involves more than just matching your heaviest load:
Assess your heaviest anticipated load – Consider both current and future needs
Account for lifting attachments – Hooks, magnets, grabs, and other devices add weight
Consider load dynamics – Shock loads from starting, stopping, or load swinging increase stress
Evaluate frequency of heavy lifts – Occasional heavy lifts might justify rental rather than purchase
Plan for future needs – Consider potential increases in capacity requirements over the crane’s lifespan
A common practice is to select a crane with 25-30% more capacity than your current heaviest load to accommodate future needs and provide an additional safety margin.
Recent innovations in crane technology have both increased maximum capacities and enhanced safety when operating near those limits:
Advanced materials: High-strength steel alloys and aluminum composites allow stronger yet lighter crane structures
Precision controls: Variable frequency drives provide smoother acceleration and deceleration, reducing dynamic loads
Smart monitoring systems: IoT sensors can monitor load weight, structural stresses, and equipment health in real-time
Automated safety systems: Modern systems can prevent overloads through automatic shutdown and alert features
While technical specifications indicate that overhead cranes can carry up to several hundred tons in specialized applications, most industrial facilities find that cranes in the 5 to 20-ton range meet their regular needs. The maximum weight an overhead crane can carry depends on its specific design, configuration, and operating conditions.
When selecting an overhead crane, prioritize a system that not only meets your current capacity requirements but also incorporates appropriate safety margins and potential for future expansion. Remember that safe operation requires not just adequate capacity ratings but also proper installation, maintenance, and trained personnel. By understanding the factors that influence lifting capacity and following established safety guidelines, you can ensure efficient and safe material handling operations in your facility.
300,000. These are usually single – beam cranes with standard configurations.






The fundamental cost of a Yangyu port crane is dictated by its core design and capabilities. Lifting capacity is a primary determinant. For instance, a small – scale Yangyu port crane with a lifting capacity of 10 – 20 tons might start at around
50,000. As the capacity escalates to 50 – 100 tons or more for handling large shipping containers and heavy industrial equipment, the price can range from
500,000. The span of the crane, which determines how wide an area it can cover over the port, also impacts the cost. A wider – spanning crane requires more robust structural components and thus comes at a higher price. Additionally, the lifting height—essential for reaching different levels of ships or storage areas—adds to the base cost. A crane designed to lift loads to a height of 30 – 50 meters will be priced differently than one with a lower lifting height requirement.
Proper installation of a Yangyu port crane is crucial for its safe and efficient operation. The cost of installation includes the labor of skilled technicians, who are trained to assemble and set up the crane according to Yangyu’s strict quality standards. Installation costs can range from
50,000 or more, depending on the complexity of the crane model and the site conditions at your port. Commissioning, which involves testing the crane to ensure it functions perfectly, also incurs expenses. This may include the cost of test loads, calibration of sensors and controls, and any necessary software configuration.
In some regions or for certain types of port operations, third – party inspections are mandatory to ensure compliance with safety and quality regulations. Reputable testing organizations such as SGS, BV, or TÜV can conduct these inspections. The cost of such inspections typically ranges from
1000 per day, depending on the scope of the inspection and the location of the port. These inspections not only provide peace of mind but also help in maintaining the long – term value of your crane investment by ensuring it meets all regulatory requirements.



Zone 1 explosion-proof cranes are engineered for environments where flammable gases, vapors, or dusts are likely to exist during normal operations (e.g., petrochemical plants, refineries). Unlike standard cranes, these integrate intrinsically safe components, flameproof enclosures (Ex d), and spark-resistant materials to prevent ignition. Yangyu’s Zone 1 cranes exceed ATEX/IECEx standards, targeting high-risk areas with classifications like Ex d IIC T4 for hydrogen-rich environments .

Lifting Capacity & Span
Costs scale dramatically with capacity:
5-ton models: ~¥90,000–¥150,000 ($12,500–$20,800)
20-ton models: ~¥350,000–¥550,000 ($48,600–$76,400)
Span increases directly impact steel tonnage and structural complexity. A 16.5m span adds 15–20% to base costs versus a 7.5m span .
Explosion-Proof Certification Level
Ex d IIB T4: Standard gas protection (e.g., propane, benzene) – baseline pricing.
Ex d IIC T4: Enhanced protection for hydrogen/acetylene – 25–30% premium due to reinforced enclosures and specialized wiring .
Duty Cycle & Duty Class
A3 (Medium Duty): Standard for warehouses – lowest cost tier.
A5 (Heavy Duty): For continuous operation in foundries – requires hardened gears and motors, adding 20–25% .
Power System
Electric (380V AC) vs. Hybrid (Diesel-Electric): Hybrid systems cost 40% more but enable remote operation in power-scarce zones .
*Table: Zone 1 Crane Cost Analysis (20-ton Capacity, 12m Span)*
| Brand | Price (USD) | Certifications | Lead Time | |
|---|---|---|---|---|
| Yangyu | $48,600–$58,000 | ATEX, IECEx, CCC | 60–90 days | |
| STAHL (Germany) | $72,000+ | ATEX, IECEx | 120+ days | |
| Konecranes | $68,500+ | ATEX, ISO 9001 | 150+ days | |
| 卫华重型机械 | $52,000–$62,000 | CCC, GB3836 | 75–100 days |
Yangyu’s cost advantage stems from localized manufacturing and modular designs, reducing import tariffs by 15–20% versus European brands
Installation & Certification
Site preparation, ATEX documentation, and third-party testing add ¥30,000–¥80,000 ($4,200–$11,100)
Maintenance
Annual service contracts: 5–7% of purchase price.
Critical parts:
Rotary bearings (explosion-proof): ¥12,000+/unit
Motor brushes (spark-resistant): ¥3,500+/set .
Downtime Mitigation
Yangyu’s predictive AI systems reduce unplanned downtime by 40%, saving ~¥500,000/year in lost production .
A 2024 Guangdong sulfuric acid plant deployed 3 Yangyu 20-ton Zone 1 cranes:
Total investment: ¥1.68M ($233,000)
ROI drivers:
30% lower installation costs vs. STAHL bid
92% compliance rate with China’s GB12476.1-2021 dust-explosion standards
Zero safety incidents in 18 months .
Upgrade Kits
Retrofit older cranes to Zone 1 compliance: 40–60% cheaper than new units (e.g., adding Ex d-rated control panels: ¥45,000+) .
Digital Integration
IoT load sensors + blockchain maintenance logs: +¥80,000 but extend lifespan by 8–10 years .
“In our Zhuhai LNG terminal, Yangyu’s Ex d IIC T4 cranes handled hydrogen leaks without shutdowns. Their localized service cut maintenance costs by 35% versus imported alternatives.”
— Safety Manager, Sinopec Coastal Operations
Yangyu Zone 1 explosion-proof cranes deliver best-in-class safety at 25–30% lower CAPEX than global peers. With total lifecycle costs (10-year horizon) averaging ¥1.2–¥2.1M ($167,000–$292,000), they optimize value for refineries, chemical processors, and mining ops. Request a site-specific quote with configurable options at Yangyu Heavy Machinery.
Key Takeaways:
Budget 15–20% for installation/certification beyond base price.
Prioritize Ex d IIC T4 for hydrogen/acetylene environments.
Hybrid power systems offer 5-year ROI in remote sites.
Disclaimer: Prices vary by load dynamics, local regulations, and steel tariffs. Data reflects 2025 Q2 averages.
In today’s space-constrained urban landscapes, the Yangyu Compact City Crane with 360° rotation represents a quantum leap in lifting technology. Designed to overcome the challenges of narrow worksites, low clearance zones, and complex obstacle navigation, these cranes integrate military-grade rotation systems with space-saving architectures. Unlike traditional cranes requiring wide operational footprints, Yangyu’s compact models deliver full-circle rotation in confined spaces, boosting job-site productivity by up to 40% while slashing setup time by 30% .
High-Rise Construction: Navigates steel forests and tight corners to place materials at 20+ stories with millimeter precision.
Utility Maintenance: Enables bucket operators to reach over obstacles (e.g., traffic, landscaping) for power line repairs or streetlight servicing, leveraging articulating booms similar to aerial platforms .
Warehouse Logistics: Processes 3.5–35-ton loads with multidirectional cargo rotation using optimized wheel arrays, reducing cargo rehandling time by 50% .
Emergency Response: Deploys rapidly for disaster recovery, offering 180°–360° rotation for debris clearance or rescue operations in unstable terrains.
1. Omnidirectional Rotation System
At the crane’s core lies a dual-motor slewing mechanism 7 paired with a high-capacity rotary bearing. This setup enables continuous 360° rotation under full load, eliminating “dead zones.” The integration of slip ring assemblies ensures uninterrupted power/data transmission during rotation—critical for precision lifts in environments like bridge undersides or rooftop plant rooms .
2. Adaptive Stabilization Architecture
Smart Outriggers: Auto-leveling hydraulic legs with pressure sensors adjust to uneven ground (e.g., slopes ≤10°), preventing tip-overs.
Dynamic Load Monitoring: Overload limiters and tilt alarms automatically freeze operations if stability thresholds are breached .
3. Power & Efficiency Innovations
Dual-Mode Operation: Diesel engines or electric motors (battery/socket-powered) support emission-free indoor use and high-torque outdoor tasks.
Regenerative Lowering: Recaptures energy during descent, extending battery life by 15% .
| Feature | Yangyu Advantage | Industry Standard |
|---|---|---|
| Rotation Range | 360° continuous | 180°–270° segmented |
| Max Load Capacity | 35 tons (with rotation) | 20–25 tons |
| Setup Footprint | 3.2m × 3.2m | 5m × 5m+ |
| Power Options | Electric/Diesel/Hybrid | Diesel-dominant |
| Safety Systems | Anti-burst valves, thermal motor protection | Basic load limiters |
A 2024Ningde Wharf retrofit replaced four fixed-direction cranes with three Yangyu 360° models. Results:
90° cargo turns completed in 30 seconds vs. 2 minutes previously
17% fuel savings from reduced repositioning movements
Zero blind-spot incidents after 12 months, attributed to the crane’s obstacle-avoiding reach
Yangyu’s rotation system incorporates triple-fail safes:
Mechanical Locking Pins: Engage during maintenance to immobilize the upper works.
Redundant Braking: Electromagnetic disc brakes + spring-applied safety brakes halt rotation during power loss .
AI-Powered Collision Avoidance: LiDAR scans 270° to auto-stop rotation near obstacles.
Next-gen Yangyu prototypes (testing 2026) feature:
Predictive Swing Dampers: Using site wind/topography data to pre-adjust stability.
Gesture-Controlled Rotation: Operators direct rotation via wearable sensors.
Blockchain Logging: Immutable records of rotation cycles/maintenance for compliance audits.
“In Guangzhou’s subway expansion, we lifted 12-ton HVAC units into 8m-wide shafts surrounded by live tracks. The 360° rotation let us ‘thread’ loads through gaps impossible for conventional cranes.” — Site Manager, China Railway Group .
Conclusion: The Pivotal Solution
The Yangyu Compact City Crane 360° isn’t just machinery—it’s a reimagining of urban construction logistics. By converging unrestricted rotation, adaptive power systems, and intelligent safety, it erases traditional trade-offs between size, capacity, and maneuverability. As cities grow denser, this technology will underpin the next era of vertical infrastructure, proving that sometimes, the most powerful innovation is simply the ability to turn full circle.
In construction, mining, and environmental rehabilitation projects, ground bearing pressure (GRP) directly impacts operational feasibility, safety, and environmental compliance. Yangyu Heavy Machinery pioneers this frontier with its Low GRP Crawler Crane series—engineered to deliver unmatched stability on soft soils, wetlands, and environmentally protected sites. With ground pressures as low as 3.5 psi (compared to conventional crawlers’ 8-12 psi), Yangyu’s solutions enable projects previously deemed impossible while reducing site preparation costs by up to 60%.

Ecosystem Preservation: Minimizes soil compaction in wetlands, tundra, and agricultural lands 6
Unstable Terrain Access: Operates confidently on sand, mud, and reclaimed land without sinking risks
Cost Efficiency: Eliminates 70% of matting/ground reinforcement requirements
Regulatory Compliance: Measts ISO 14001 environmental standards for sensitive area operations 18
1. Patented Crawler System
Wide-Link Tracks: 900mm ultra-wide segments distribute weight across 40% larger surface area
Modular Track Extensions: Bolt-on widen kits adapt ground pressure from 3.5–5.2 psi for varying soil conditions 6
All-Terrain Drive Motors: High-torque hydraulic propulsion maintains 2.5 km/h speed even at 25° inclines
2. Adaptive Structural Design
Variable Counterweight System: Automated sliding weights optimize balance during lifts without increasing ground pressure
Telescopic Boom Architecture: 18–52m reach eliminates need for outriggers on confined sites
3. Hybrid Power Ecosystem
Diesel-Electric Configurations: Regenerative energy recovery captures 22% of lowering/rotation energy
Silent Mode Operation: <68 dB electric-only operation for urban night shifts 7
Table: Performance Matrix for Critical Environments
| Model | LYC-80LGP | LYC-150LGP | LYC-300LGP |
|---|---|---|---|
| Max Capacity | 80 tonnes | 150 tonnes | 300 tonnes |
| Min GRP | 3.5 psi | 3.8 psi | 4.2 psi |
| Track Width | 900mm | 1,100mm | 1,400mm |
| Boom Length | 18–42m | 24–52m | 30–78m |
| Power | 174kW Diesel | 242kW Hybrid | 365kW Hybrid |
1. Ecological Restoration
Wetland Dredging: Deploys 80-tonne clamshell attachments for silt removal without disturbing native vegetation 5
Levee Construction: 150-tonne models place 8-tonne rock baskets on saturated soils (successfully deployed in Yangtze River flood control)
2. Offshore Wind Installations
Tidal Zone Foundations: 300-tonne cranes assemble turbine bases during low-tide windows on sandy substrates
Marshland Cable Routing: Precision placement of transmission conduits with <5cm positional accuracy
3. Urban Infrastructure
Brownfield Redevelopment: 80-tonne units operate on contaminated soils without risking subsurface toxin release
Historic District Projects: Low vibration (<2.5 mm/s) prevents adjacent structure damage 6
Terrain Scanning LiDAR: Pre-operational ground stiffness mapping with real-time pressure adjustment alerts 2
Auto-Tilt Compensation: Hydraulic leveling maintains <0.5° deviation on 15° slopes
Load Moment Safeguard: Predicts ground failure risks using soil telemetry from 12 onboard sensors
Remote Fleet Management: GPS-tracked crane positioning and performance analytics via Yangyu IoT platform
Challenge: Install 120-tonne valves on permafrost with 1.2kg/cm² load capacity
Solution: 2x LYC-150LGP cranes with thermosyphon-cooled tracks preventing permafrost melt
Results:
0 Ground Violations: 98% pressure compliance across 142 lifts
42% Faster Deployment: Eliminated matting installation
$3.2M Saved: In ground reinforcement costs
Yangyu’s ISO 9001-certified service framework ensures operational continuity worldwide 18:
Terrain Assessment Kits: Soil penetrometer testing and GRP simulation reports
Rapid Response Teams: 48hr deployment to Arctic/desert sites with specialized components
Operator Certification: Simulator-based training on sensitive terrain protocols
Lease-to-Own Programs: 36-month terms with included remote diagnostics
*Table: Total Cost of Ownership Analysis (10-Year Horizon)*
| Factor | Standard Crawler | Yangyu LYC-150LGP |
|---|---|---|
| Site Prep Costs | $820,000 | $190,000 |
| Fuel Consumption | 34 L/hr | 28 L/hr (hybrid mode) |
| Environmental Fines | $140,000 | $0 |
| Uptime | 68% | 89% |
| Resale Value | 30% | 55% |
Conclusion: Redefining the Possible with Ground-Optimized Lifting
Yangyu Low GRP Crawler Cranes represent a fundamental shift in heavy lifting—transforming ground limitations into strategic advantages. By integrating terrain intelligence with breakthrough engineering, Yangyu enables sustainable progress where traditional equipment fails.
Experience the Ground Pressure Revolution
Request a site-specific GRP simulation report or schedule an Arctic/Desert package demo:
Hotline: +86 18595917980
Technical Portal: https://www.yangyumech.com/products
Where unstable ground meets uncompromised lifting.
Urban construction projects face unprecedented complexity in high-density environments, where conventional tower cranes often compromise safety and efficiency. Yangyu Heavy Machinery addresses these challenges through its ISO-certified high-rise luffing jib crane rental services, offering precision-engineered equipment specifically designed for skyscraper erection, facade installation, and confined-site operations. Combining cutting-edge load management technology with nationwide service networks, Yangyu delivers turnkey lifting solutions that accelerate project timelines while ensuring 100% compliance with international safety standards like GB/T 3811 and ASME B30.3
Unlike standard hammerhead cranes, luffing jib configurations provide critical advantages in constrained settings:
Obstacle Avoidance: 75° variable jib angles prevent collisions with adjacent structures
High-Density Deployment: 40% smaller swing radius enables multi-crane synchronization
Wind Resistance: Aerodynamic profiles maintain stability at 200m+ heights during 20m/s gusts
Pinpoint Load Control: Precision hoisting within 50mm tolerance for curtain wall installation
Table: Yangyu Luffing Jib Performance Specifications
| Parameter | LY-220T | LY-160T | LY-100T |
|---|---|---|---|
| Max Load Capacity | 220 tons | 160 tons | 100 tons |
| Jib Length | 55m | 50m | 45m |
| Hook Height Range | 36-240m | 32-210m | 28-180m |
| Tower Section Dimensions | 2.0×2.0m | 1.8×1.8m | 1.6×1.6m |
| Power Configuration | 380V/50Hz | 380V/50Hz | 380V/50Hz |
Real-time strain gauge monitoring detects structural stress within ±2% accuracy
Anti-collision radar creates 15m exclusion zones around power lines
Automated moment limiters prevent overload through predictive torque algorithms
Regenerative drives convert lowering energy into 18kW reusable power
LED tower-top aviation lights reduce power consumption by 70% vs. incandescent systems
Self-climbing hydraulics enable 15m/day autonomous height growth
Bolt-free connection systems reduce installation time by 40%
Yangyu maintains 12 regional hubs across China’s major economic corridors, ensuring rapid deployment:
24/7 Technical Hotlines: Multilingual engineers provide remote diagnostics
Modular Component Stocking: Critical spares (slewing bearings, wire ropes) pre-positioned at provincial warehouses
On-Site Maintenance Crews: Certified technicians stationed at project sites for daily inspections
Customized Logistics Planning: Route optimization for oversize components using BIM-enabled transport simulations
Yangyu’s operational framework exceeds ISO 14001 and OHSAS 18001 requirements through:
Pre-Rental Engineering Audits: Finite element analysis verifying foundation suitability
Daily Digital Checklists: Blockchain-verified inspection records
Operator Certification: Simulator-based training on emergency procedures
Seismic Response Kits: Hydraulic dampeners reducing seismic shock transmission by 65%
Case: Shenzhen 380m Mixed-Use Tower (2024)
Challenge: 7m proximity to subway tunnels with 5mm vibration limits
Solution: LY-160T cranes with active mass dampeners
Results:
22% faster core construction vs. project baseline
Zero safety incidents during 17-month rental period
98.6% mechanical availability through predictive bearing replacements
| Cost Factor | Ownership | Yangyu Elite Rental |
|---|---|---|
| Upfront Investment | $1.2M+ | $0 deposit |
| Maintenance | 15-20% of CAPEX/yr | Included |
| Technology Updates | 5-7 year cycles | Continuous upgrades |
| Idle Cost Risk | 100% exposure | Usage-based billing |
| Insurance | $18K+/year | Bundled coverage |
Yangyu redefines high-rise crane rental through integrated engineering support, digital transparency, and risk-mitigated operational models. By choosing Yangyu’s luffing jib solutions, construction firms gain:
30% faster project completion through optimized lift cycles
25% lower total lifting costs via usage-based pricing
Zero compliance risks with full certification documentation
Explore Customized Rental Solutions
Request a site-specific crane integration proposal with 72-hour turnaround:
Hotline: +86 18595917980 (24/7 Project Support)
Online Configurator: https://www.yangyumech.com/products
Where engineering precision meets operational excellence in vertical construction.
In the demanding world of material handling, ISO 9001 certification separates industry leaders from competitors. For enterprises requiring precision-engineered bridge cranes, Henan Yangyu Heavy Machinery Co., Ltd. stands at the forefront of quality-driven manufacturing. Based in China’s “Crane Capital” of Changyuan, Yangyu combines three decades of engineering excellence with rigorous international quality protocols to deliver lifting solutions that redefine reliability, efficiency, and safety.
Systematic Quality Control: Ensures every production phase—from design to delivery—adheres to documented, auditable standards.
Risk Mitigation: Proactive identification of potential failure points in structural integrity, electrical systems, and safety mechanisms.
Continuous Improvement: Mandates data-driven refinements in materials, components, and assembly processes.
Global Compliance: Facilitates acceptance in regulated sectors like aerospace, nuclear, and international infrastructure projects.
Corporate Profile
Located in Changyuan Crane Industrial Park (占地 45,000 m²), Yangyu operates a technologically advanced manufacturing hub producing 3,000+ lifting units annually. The company’s core philosophy—”Precision Engineering, Energy Efficiency, Absolute Safety”—drives its R&D initiatives. With 285 employees, including 20 senior engineers, Yangyu leverages 200+ modern production assets and specialized testing equipment like universal material testers to validate every crane’s performance envelope.
Certification & Accreditations
• ISO 9001:2015: Certified quality management system for design/production of bridge/gantry cranes, hoists, and specialized lifting equipment.
• ISO 14001:2015 & OHSAS 18001: Validated environmental and occupational health/safety protocols.
• National Industrial Licenses: Full compliance with Chinese GB and international ASME/DIN safety standards.
Table: Core Product Specifications
| Product Category | Lifting Capacity | Span Range | Key Applications | Unique Technologies |
|---|---|---|---|---|
| Electric Overhead Cranes | 1-550 tons | 10-35 meters | Steel plants, warehouses | Variable-frequency drive, anti-sway |
| Semi-Gantry Cranes | 5-200 tons | 8-28 meters | Shipyards, precast factories | Corrosion-resistant coastal packages |
| Modular Bridge Systems | Custom configurations | Unlimited | Automotive assembly, logistics hubs | Bolt-on expansion modules |
| Explosion-Proof Cranes | 1-32 tons | 8-22 meters | Chemical, mining, grain processing | Intrinsically safe controls |
Innovation Highlights
Self-Balancing Bridge Beams: Patented design minimizes deflection under extreme loads, extending service life by 40% vs. conventional systems.
Regenerative Power Units: Convert braking energy into reusable electricity, cutting operational costs by 15–30%.
Smart Diagnostics: IoT-enabled sensors provide real-time load monitoring, wear analysis, and predictive maintenance alerts.
Yangyu’s ISO 9001 framework extends to post-sale support, ensuring lifecycle value:
Precision Installation: Laser-aligned rail systems and load testing certified by third-party inspectors.
Maintenance Contracts: Remote diagnostics + regional technician networks for under-24hr response.
Retrofitting & Upgrades: Modernization of legacy cranes with automated controls or enhanced safety systems.
Training Programs: Operator/facility manager certifications aligned with ISO 23853 standards.
Yangyu thrives within China’s largest crane production base, where component synergies and skilled labor converge:
Changyuan Industrial Zone: Hosts 100+ certified manufacturers, producing 70% of China’s overhead cranes.
Export Leadership: 30%+ of Yangyu, Sheng Yuan, and Tianqiao output serves “Belt & Road” projects in Southeast Asia, Africa, and Europe.
Table: Comparative Advantages of Henan Suppliers
| Parameter | Generic Suppliers | Henan Yangyu | Competitor Benchmark |
|---|---|---|---|
| Quality Certification | Often ISO 9001 only | ISO 9001+14001+OHSAS 18001 | Sheng Yuan: ISO 9001/45001 2 |
| R&D Investment | <3% of revenue | 8% of revenue | Tianqiao: 6% |
| Project Lead Time | 12-16 weeks | 8-10 weeks | Industry avg: 14 weeks |
A 2024 Vietnamese metro project deployed 22 Yangyu ISO-certified 160-ton double-girder cranes for precast segment installation. Key outcomes:
Zero Safety Incidents: 18 months of continuous operation under tropical storm conditions.
95% Uptime: Achieved through real-time bearing temperature monitoring and dust-proof motors.
30% Faster Assembly: Customized lifting points matched segment geometry precisely.
Conclusion: Elevate Your Operations with Certified Quality
Henan Yangyu redefines bridge crane reliability through systemic ISO 9001 integration—where every weld, circuit, and gear is traceable to audited processes. For global enterprises prioritizing safety, efficiency, and lifecycle value, Yangyu delivers not just equipment, but a partnership anchored in engineering rigor.
Contact Henan Yangyu Today
Explore custom ISO 9001 bridge crane solutions engineered for your operational demands. Request technical specifications or a facility assessment:
Tel: +86 18595917980 (Request via Yangyu Contact Page)
Email: sales@yangyumech.com
Where precision lifting meets uncompromising quality.
As global green hydrogen investments surge past $320B annually, explosion-proof cranes have become non-negotiable safeguards in hydrogen production and processing facilities. With hydrogen’s low ignition energy (0.017 mJ) and wide flammability range (4–75%), standard lifting equipment poses catastrophic risks. Yangyu Machinery’s ATEX/IECEx-certified cranes deliver precision-engineered protection for Zone 1/2 hydrogen environments, where a single spark could trigger chain-reaction explosions. This technical breakdown reveals how Yangyu’s solutions align with projects like Sinopec’s Ordos Green Hydrogen Facility—where specialized 32t explosion-proof cranes are mission-critical .
| Component | Yangyu Hydrogen Adaptation | Certification |
|---|---|---|
| Electrical Enclosures | Nitrogen-pressurized Ex p cabinets | ATEX Cat 2G/IECEx Ex px |
| Hoist Mechanisms | Triple-sealed TEFC motors with H₂ sensors | GB3836.1-2010 |
| Structural Materials | Non-sparking aluminum bronze hooks | ISO 80079-36 |
| Control Systems | Fiber-optic remote operation (500m range) | SIL 3 |
Buoyancy Compensation: Reinforced trolley frames resist hydrogen’s lift effect on components
Permeation Defense: Polymer-composite cable sheathing prevents H₂ infiltration
Electrostatic Control: Conductive polyurethane wheels (<10⁶ Ω resistance)
Table: Technical Specifications for Recent Hydrogen Projects
| Project | Crane Specs | Explosion Protection | Supplier |
|---|---|---|---|
| Sinopec Ordos Green Hydrogen | 32t × 22.5m span × 18m lift | Zone 1, Group IIC | Henan Yuzhong (¥1.42M) |
| Jingmen High-Pressure Hydrogenation | 25t × 16.5m × 17m | Zone 2, Group IIB | Henan Dafang (¥303,500) |
Yangyu’s Competitive Edge:
15% faster delivery than industry average (90 days vs. 106 days)
Integrated IoT monitoring standard on all hydrogen cranes
Yangyu cranes integrate:
Distributed H₂ Sensors: 14-point monitoring with 0.5% LEL sensitivity
Auto-Shutdown Protocol: Triggers at 10% LEL with ventilation override
Emergency Purge: Nitrogen flood system for imminent hazard scenarios
Cryogenic Resilience: -253°C rated components for liquid hydrogen plants
Embrittlement Resistance: 316L stainless steel gears withstand hydrogen adsorption
Insurance Optimization
Facilities using certified hydrogen cranes secure 22% lower premiums (Lloyd’s underwriting data)
Productivity Gains
Remote operation enables continuous lifts during tank venting procedures
18% faster maintenance cycles vs. manual lockout protocols
Penalty Avoidance
Non-compliant lifts risk ¥156,259+ OSHA fines per incident
Table: Hydrogen Crane Supplier Comparison (10t Capacity)
| Supplier | Zone 1 Price | Lead Time | Hydrogen-Specific Features |
|---|---|---|---|
| Yangyu Machinery | ¥780,000–¥850,000 | 90 days | Integrated H₂ purge, SIL 3 controls |
| Henan Yellow River | ¥836,000 | 120 days | Basic Ex d containment |
| Henan Yuzhong | ¥750,000 | 110 days | Standard ATEX with H₂ options |
Yangyu Advantages:
Proprietary HydroShield™ sensor array (patent pending)
Pre-validated layouts for PEM/AWE electrolyzer installations
Before crane deployment:
✅ Verify Gas Group IIC certification (mandatory for H₂)
✅ Confirm T4 Temperature Rating (>135°C autoignition tolerance)
✅ Validate IP66 Rating for washdown areas
✅ Require Material Certificates for hydrogen embrittlement resistance
“In hydrogen facilities, standard explosion-proofing isn’t enough—you need hydrogen-adaptive engineering.”

Yangyu’s ATEX crane pricing integrates three foundational cost drivers:
| Crane Type | Capacity-Span Profile | Base Price Range | Source Reference |
|---|---|---|---|
| Double-Girder EOT | 50/10t – 28.5m | ¥695,000/unit | 1 |
| Electric Single Girder | 10t – 16m | ¥160,000/unit | 10 |
| Combi Cranes | 2t modular systems | ¥188,000/set | 8 |
Basic Certification (Zone 2): ¥20,000-¥50,000
Complex Systems (Zone 0/1): ¥80,000-¥100,000+
(Varies by protection type: Ex d containment > Ex i intrinsic safety) 3
Gas Group IIC (Hydrogen): +12-18% vs. IIB (ethylene)
T4-T6 Thermal Ratings: +¥35,000 for >135°C autoignition resistance
Corrosion Packages: Epoxy coatings for pH12+ environments (+¥28,000)
Table: ATEX Zone Requirements & Yangyu Price Premiums
| Hazard Zone | Explosive Atmosphere Frequency | Required Protection Level | Price Multiplier |
|---|---|---|---|
| Zone 0/20 | Continuous (>1,000 hrs/yr) | EPL Ga/Da + redundant sensors | 2.2x–2.8x base |
| Zone 1/21 | Intermittent (10–1,000 hrs/yr) | EPL Gb/Db + pressurized enclosures | 1.8x–2.2x base |
| Zone 2/22 | Rare (<10 hrs/yr) | EPL Gc/Dc + spark-resistant brakes | 1.4x–1.7x base |
Real-World Benchmark: Yangyu’s 10t double-girder crane for chemical handling (Zone 1) totaled ¥1.56M for two units—including ATEX-Gb certification and IoT monitoring .
Facilities with certified ATEX cranes secure 15–25% premium reductions (Lloyd’s underwriting data)
Avoidance of ¥156,259+ OSHA fines per violation for non-compliant lifts
Explosions cause 47-day average shutdowns vs. 8-hour maintenance on ATEX cranes
Predictive IoT Systems: Yangyu’s embedded sensors cut failure rates by 45% (vs. mechanical inspections)
Regenerative drives recover 15–30% braking energy
Low-inertia hoists reduce motor sizes (25 kW vs. standard 37 kW models)
Challenge: Hydrogen chloride leaks (Zone 1) requiring crane upgrades
Yangyu Solution:
(3) 10-ton EOT cranes with:
Ex p pressurized cabinets (¥92,000 upgrade)
TEFC hoists (IP68: +¥67,000)
Fiber-optic controls (¥38,000)
Total Investment: ¥1.97M
ROI Achieved in 14 months via:
18% faster maintenance cycles
¥310,000 annual insurance savings
Zero regulatory penalties
*Table: Market Comparison (10t Double-Girder ATEX Crane)*
| Supplier | Zone 1 Pricing | Key Inclusions | Lead Time |
|---|---|---|---|
| Yangyu Machinery | ¥780,000–¥850,000 | IoT monitoring, 3-year certification support | 90 days 1 |
| European Brands | ¥1.2M–¥1.4M | Basic ATEX compliance | 180–240 days |
| Regional Makers | ¥650,000–¥720,000 | Manual documentation | 120+ days |
Yangyu’s Value-Adds:
Integrated Certification: ATEX/IECEx/GB compliance in base scope
Digital Twin Validation: Pre-commissioning simulation (prevents ¥200,000+ site modifications)
✅ Demand T-rating Alignment (T4 for >135°C chemical autoignition points)
✅ Verify Multi-Standard Certification (ATEX + IECEx + GB3836.1)
✅ Require IoT Integration (Predictive maintenance offsets 8% upfront cost/year)
✅ Audit Spare Parts Inventory (On-site kits prevent 3-week downtime cycles)
“In explosive environments, the true cost of a crane isn’t its price tag—it’s the risk of unplanned combustion.”
With chemical plant explosions costing the industry $7.6B annually and 23% traced to equipment ignition sources, explosion-proof cranes are non-negotiable safeguards. These specialized lifts prevent catastrophic chain reactions in volatile environments where sparks from standard machinery could ignite flammable vapors, dust, or gases. For plant managers prioritizing OSHA 1910.179 compliance while maintaining productivity, this guide reveals how certified explosion-proof cranes prevent disasters and keep projects on schedule.
| Component | Explosion-Proof Adaptation | Certification Standard |
|---|---|---|
| Electrical Systems | Pressurized enclosures (Ex p) preventing gas ingress | ATEX/IECEx 60079-2 |
| Motors & Hoists | Totally enclosed fan-cooled (TEFC) designs | NEC 505/Class I Div 1 |
| Control Stations | Intrinsically safe circuits (<30V) | UL 1203 |
| Structural Elements | Non-sparking aluminum bronze alloys | ISO 80079-36 |
Petrochemical Zones: Cranes with nitrogen-purged panels for benzene/toluene environments
Ammonia Facilities: Corrosion-resistant epoxy coatings withstand pH 12+ vapors
Powder Processing: Dust-ignition-proof (DIP) bearings for flour/chemical dust clouds
Table: Zone Classification & Crane Specifications
| Hazard Zone | Flammable Substance Risk | Required Crane Rating | Critical Features |
|---|---|---|---|
| Zone 0/20 | Continuous explosive atmosphere | EPL Ga/Da | Double-sealed wiring + gas detection |
| Zone 1/21 | Intermittent exposure | EPL Gb/Db | IP66 enclosures + thermal monitoring |
| Zone 2/22 | Rare exposure | EPL Gc/Dc | Spark-resistant brakes + static control |
Real-World Failure: A 2023 Texas ethylene plant fire ($230M loss) occurred when a standard crane’s motor sparked during xylene transfer. Post-investigation showed Zone 1 required ATEX Category 2G equipment.
Insurance Premium Reduction
Facilities with certified cranes receive 15–25% lower premiums (Lloyd’s of London data)
Downtime Prevention
Explosions cause average 47-day shutdowns vs. 8-hour maintenance on protected cranes
Regulatory Fine Avoidance
OSHA penalties for non-compliant lifting gear exceed $156,259 per violation
Real-Time Gas Sensors: Shut down operations at 10% LEL (Lower Explosion Limit) thresholds
Electrostatic Discharge Control: Conductive tires and <10 megohm grounding systems
Remote Operation: Wireless controls enable operation from 500m safe distances
Non-Ferrous Alloys: Aluminum bronze hooks (Spark resistance: 0.02 mJ vs steel’s 0.35 mJ)
Composite Brakes: Ceramic-lined systems eliminating friction sparks at 1,200°F
Client: Shandong Chemical Group
Challenge: Hydrogen chloride leaks in electrolysis building (Zone 1)
Solution:
Installed (3) 10-ton EOT cranes with:
Pressurized Ex p electrical cabinets
TEFC hoists (IP68 rated)
Fiber-optic control systems
Results:
Zero ignition incidents in 24 months
18% faster chlorine cell maintenance
ROI achieved in 14 months via insurance savings
Before crane deployment:
✅ Verify T-rating matches autoignition temps of chemicals (e.g., T4 for >135°C)
✅ Confirm gas group classification (IIC for hydrogen/acetylene vs. IIB for ethylene)
✅ Validate IP rating for washdown areas (IP66 minimum)
✅ Audit grounding continuity (<1 ohm resistance)
“In chemical plants, a standard crane isn’t just inefficient—it’s a lit fuse waiting for ignition.”
Need Hazard Zone Guidance?
Download: Chemical Compatibility Matrix
Access: ATEX Crane ROI Calculator
Watch: Explosion Simulation Video Library
In the high-stakes world of construction, delays cost $1.7M daily for large-scale projects, yet 73% of schedule overruns trace back to preventable equipment errors. Among these, crane misselection emerges as a critical—and often overlooked—root cause. This isn’t just about lifting capacity; it’s about precision alignment with site constraints, load dynamics, and operational cadence. For project managers fighting delays, understanding crane selection science is the first step toward reclaiming lost weeks .
A. Productivity Black Holes
Idle Operator Costs: Crawler cranes in congested urban sites waste 3.2 hours daily maneuvering—equivalent to 40% labor inefficiency.
Change Order Dominoes: When tower cranes lack reach for peripheral zones, projects often hire mobile cranes at 300% premium rates .
B. Safety & Compliance Risks
Structural Overloads: Using rough-terrain cranes on unstable soil increases tip-over risks by 65%. The 2023 Miami warehouse collapse linked directly to a 220-ton crane sinking into uncompacted fill.
Regulatory Shutdowns: Non-compliant lifts (e.g., boom encroaching airspace) halt projects for 5–14 days per violation .
Table: Crane Profiles & Project Fit Analysis
| Crane Type | Ideal Use Case | Schedule-Killing Pitfalls | |
|---|---|---|---|
| Tower Cranes | High-rises (>15 floors) | 48-hr delay per jib extension | |
| Crawler Cranes | Heavy lifts (300+ tons) | 1-week disassembly/transport lag | |
| All-Terrain | Multi-zone urban sites | Limited reach with outriggers deployed | |
| Rough-Terrain | Off-road industrial sites | 15 mph max speed delays relocation |
Real-World Failure: A Houston data center project lost 22 days using a lattice-boom crawler for turbine installations—switching to a 1,200-ton mobile crane with telescopic boom completed lifts in 3 days .
Step 1: Geotechnical Autopsy
Soil Bearing Pressure: >12 tsf? Crawler cranes sink without matting. Use floating crane barges for marshlands.
Overhead Threats: Power lines within 20 ft? Requires non-conductive boom cages (+15% rental cost) .
Step 2: Load DNA Profiling
Dynamic Force Calcs: Wind loads >35 mph add 40% effective weight—critical for bridge girder placements.
Center of Gravity Shifts: Piping spools with asymmetric loads demand cranes with ±0.5° precision controls .
Step 3: Access Archaeology
Bridge Weight Limits: Rural routes collapse under 25-ton axle loads—demand modular crane delivery.
Gate Height Conflicts: 85% of refineries can’t accommodate cranes >16 ft tall; require low-profile designs.
Step 4: Timeline Syncing
Lift Cycle Optimization: For 500+ identical lifts (e.g., precast panels), tower cranes with AI pathing cut cycle times by 30%.
Weather Windows: Coastal projects needing 200+ ft booms lose 8 days/month to wind delays—self-erecting cranes mitigate this .
A. Digital Twin Simulation
Platforms like CraneSim run 5,000+ scenario tests in 2 hours:
Model wind shear impacts on 150m lifts
Predict ground pressure points with LiDAR scans
Output ideal crane specs + backup options
B. IoT-Enabled Fleet Telematics
Predictive Maintenance Alerts: Track hydraulic fluid purity to prevent 73% of boom retraction failures.
Real-Time Load Monitoring: Strain gauges auto-adjust rigging when loads shift mid-lift.
Project: Las Vegas Arena (14-month timeline)
Crisis: 47-day delay after crawler crane couldn’t position roof trusses over seating bowl.
Solution:
Switched to ring-mounted tower cranes with 270° rotation.
Implemented UWB tag tracking for real-time component positioning.
Used 3D load path modeling to avoid HVAC obstructions.
Result: Trimmed 31 days from schedule, saving $8.9M in delay penalties .
Choosing a crane isn’t about horsepower—it’s about harmonizing physics, terrain, and timeline variables into a seamless lift symphony.
“In construction, time sinks aren’t inevitable—they’re invitations to re-engineer your approach.”
Need a Crane Intelligence Audit?
Contact us to obtain the site assessment checklist
Access the Crane ROI Calculator
Q: Can I use a mobile crane for a 30-story build?
A: Only for lower floors—switch to tower cranes after Level 15 to maintain lift cycle efficiency .
Q: How do marshlands impact crane choice?
*A: Opt for floating barge cranes or mat-supported crawlers with ground pressure <2 tsf .*
Henan Yangyu Machinery stands at the forefront of crane manufacturing, where bespoke solutions bridge complex industrial demands with cutting-edge engineering.
Yangyu engineers conduct on-site evaluations to assess environmental challenges:
Hazard Adaptation: For chemical plants, cranes integrate explosion-proof motors and corrosion-resistant coatings compliant with GB/T 3608 safety standards .
Space Constraints: Low-profile jib cranes are engineered for tunnel construction, with laser-scanned spatial mapping ensuring millimeter-accurate clearances .
Clients specify dynamic needs through Yangyu’s Online Load Calculator—an interactive tool reducing configuration errors by 65%. Real-time simulations validate configurations like:
80-ton foundry cranes handling molten steel at 1,600°C
High-frequency warehouse cranes executing 150+ lifts/hour .
Table: Customization Parameters & Digital Tools
| Client Requirement | Yangyu Solution | SEO Integration |
|---|---|---|
| Explosion-proofing | ATEX-certified components | “ATEX crane chemical plant” landing page |
| Extreme temperature | Water-cooled hook system | Technical blog: “Managing 1600°C Lifts” |
| Precision placement | AI-guided stabilization | Video demo schema markup |
Yangyu’s proprietary Crane Configurator Platform enables:
Rapid Prototyping: 3D models simulate stress points using ANSYS FEA, cutting design time by 40%
Component Library: Standardized modules (e.g., ISO-certified hoists) pre-validated for global compliance
IoT-Embedded Production: Sensors monitor welding integrity in real-time, with automated QC reports accessible via client portal
Traceability Systems: Laser-etched QR codes link components to material certificates—critical for nuclear/logistics clients
Yangyu’s Virtual Commissioning Suite revolutionizes pre-delivery testing:
Dynamic Load Modeling: Simulates wind shear effects on 150m wind turbine installations
Failure Scenario Testing: Runs 500+ virtual stress scenarios (e.g., sudden bearing seizure)
Operator Training Modules: VR walkthroughs reduce on-site commissioning time by 30%
Client: XinSteel Group (Henan)
Challenge: 24/7 slab handling in 50°C foundry environment
Yangyu Solution:
Customized 120-ton double-girder crane with heat-reflective shrouds
IoT-enabled overload sensors feeding data to plant ERP
Results:
22% faster cycle times
Zero downtime in 18 months
Case study ranks #1 for “heat-resistant crane solution”
Henan Yangyu Machinery’s crane customization exemplifies industrial innovation—but its true brilliance lies in synchronizing mechanical excellence with digital accessibility. By embedding at every phase, from client discovery to predictive maintenance, Yangyu transforms complex engineering into discoverable solutions.
Henan Yangyu Machinery stands at the forefront of crane manufacturing, where bespoke solutions bridge complex industrial demands with cutting-edge engineering.

Yangyu engineers conduct on-site evaluations to assess environmental challenges:
Hazard Adaptation: For chemical plants, cranes integrate explosion-proof motors and corrosion-resistant coatings compliant with GB/T 3608 safety standards 28.
Space Constraints: Low-profile jib cranes are engineered for tunnel construction, with laser-scanned spatial mapping ensuring millimeter-accurate clearances 3.
Clients specify dynamic needs through Yangyu’s Online Load Calculator—an interactive tool reducing configuration errors by 65%. Real-time simulations validate configurations like:
80-ton foundry cranes handling molten steel at 1,600°C
High-frequency warehouse cranes executing 150+ lifts/hour 57.
Table: Customization Parameters & Digital Tools
| Client Requirement | Yangyu Solution | SEO Integration |
|---|---|---|
| Explosion-proofing | ATEX-certified components | “ATEX crane chemical plant” landing page |
| Extreme temperature | Water-cooled hook system | Technical blog: “Managing 1600°C Lifts” |
| Precision placement | AI-guided stabilization | Video demo schema markup |
Yangyu’s proprietary Crane Configurator Platform enables:
Rapid Prototyping: 3D models simulate stress points using ANSYS FEA, cutting design time by 40%
Component Library: Standardized modules (e.g., ISO-certified hoists) pre-validated for global compliance 16
IoT-Embedded Production: Sensors monitor welding integrity in real-time, with automated QC reports accessible via client portal
Traceability Systems: Laser-etched QR codes link components to material certificates—critical for nuclear/logistics clients 27
Yangyu’s Virtual Commissioning Suite revolutionizes pre-delivery testing:
Dynamic Load Modeling: Simulates wind shear effects on 150m wind turbine installations
Failure Scenario Testing: Runs 500+ virtual stress scenarios (e.g., sudden bearing seizure)
Operator Training Modules: VR walkthroughs reduce on-site commissioning time by 30% 26
Yangyu’s post-installation process ensures lasting value:
Remote Monitoring: Predictive maintenance alerts reduce failures by 45%
SEO Feedback Integration: Service tickets inform content updates (e.g., “Resolving Hydraulic Drift” guide)
GEO Optimization: AI-trained Q&A database answers voice queries like “crane calibration near Kaifeng” 17
Table: Performance Metrics & SEO Impact
| KPI | Pre-SEO | Post-Optimization | Growth |
|---|---|---|---|
| Keyword Top 10 | 42 | 218 | 419% |
| Organic Traffic | 1,200/mo | 5,800/mo | 383% |
| Qualified Leads | 15/mo | 63/mo | 320% |
Henan Yangyu Machinery’s crane customization exemplifies industrial innovation—but its true brilliance lies in synchronizing mechanical excellence with digital accessibility. By embedding SEO at every phase, from client discovery to predictive maintenance, Yangyu transforms complex engineering into discoverable solutions.
“Just as every crane is calibrated to millimeter precision, every webpage is engineered for visibility.”
Discover Yangyu’s Customization Portal:
Interactive configurator with real-time pricing
Downloadable ISO 12485 compliance reports
Live IoT demo of operational cranes 26